
Резец расточной токарный: ГОСТ, классификация, маркировка
Существует ряд инструментов для обработки заготовок на токарных станках. Далее рассмотрен резец расточной: виды данных инструментов, их конструкция, способы работ и принципы выбора.
Данные инструменты рассчитаны на обработку отверстий (как сквозных, так и глухих). Принцип их функционирования состоит в расширении углублений путем послойного удаления материала. Такие резцы применяют на токарных станках с целью повышения точности и производительности работ.

Геометрические характеристики
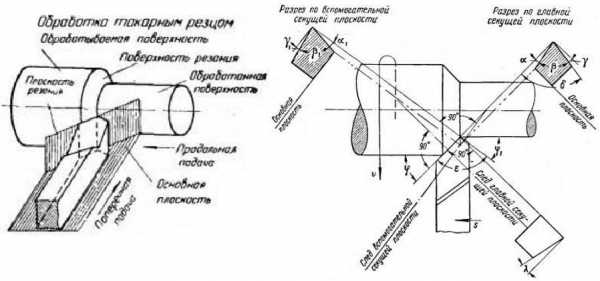
Расточной токарный резец включает державку, служащую для монтажа инструмента в станке, и рабочую поверхность. Рабочая поверхность для врезания в материал имеет клинообразную форму. Она сформирована тремя углами, суммарно образующими 90°.
- Основной задний угол, разделяющий заднюю поверхность и режущую плоскость, сокращает трение обрабатываемого предмета и задней поверхности. Твердость материалов связана обратной зависимостью с величиной этого угла и прямой с их шероховатостью.
- Угол заострения, разделяющий заднюю и переднюю поверхности, определяет прочность резца.
- Основной передний угол, разделяющий переднюю поверхность и перпендикулярную режущей поверхности плоскость, определяет степень деформации удаляемого материала.
Размеры определяются ГОСТ. Так, ГОСТ 18882-73 описывает токарные расточные резцы с твердосплавными пластинами для сквозных отверстий. ГОСТ 18883-73 определяет параметры аналогичных инструментов с пластинами из твердых сплавов, рассчитанных на создание глухих отверстий.
Скачать ГОСТ 18882-73
Скачать ГОСТ 18883-73
В ГОСТ 9795-83 описаны державочные резцы для сквозных отверстий, рассчитанные на косое и прямое крепление.
Скачать ГОСТ 9795-83
Классификация
Расточные резцы по возможности обработки материалов классифицируют на два вида:
- Быстрорежущие модели рассчитаны на легкие материалы, такие как фторопласт, алюминий, текстолит.
- На более прочные и тяжелые материалы рассчитаны монолитный и твердосплавный варианты. Так, они подходят для стали (сырой, каленой, нержавеющей), бронзы и др.
Кроме того, существуют модели с механически закрепленным либо напаянным алмазом. Для данных вариантов материал режущей части представлен алмазом, а стержень состоит из стали.
Еще два типа рассматриваемых инструментов выделяют по назначению:
- Расточной резец для глухих отверстий помимо обработки внутренних стенок отверстий рассчитан на проточку и шлифовку дна. К тому же данные модели называемые упорными, подходят для расточки ступенчатых отверстий.
- Проходные варианты представлены расточными резцами для работ со сквозными отверстиями и цилиндрическими деталями.
Наконец, рассматриваемые инструменты дифференцируют по форме державки на квадратные, прямоугольные и круглые. Наиболее оптимальными считают варианты второго типа ввиду простой установки и удобной заточки.

Следует отметить, что существуют модели со сменными пластинами. Они укомплектованы запасными частями для смены изношенных пластин.
Принципы выбора
К основным критериям выбора расточных резцов относятся типы отверстий и целевых материалов. Например, при работах с бронзой и каленой и нержавеющей сталью модели из быстрорежущей стали быстро износятся. Помимо этого, нужно сопоставить размеры инструмента и отверстий. Так, для глухих отверстий требуются резцы, меньшие вдвое по диаметру. Для регулярных работ целесообразно приобрести универсальный вариант со сменными пластинами либо набор обычных расточных резцов.
Рабочие режимы
Режим резания определяется несколькими факторами, основные среди которых – расточка инструмента, тип материала, диаметр углубления. Так, на основе диаметра резец для расточки цилиндров монтируют выше центра либо ниже. Резец для глухих отверстий во избежание образования в торце бобышек располагают по центру.
Незакрепленная часть инструмента, представленная расстоянием между пластиной и хвостовиком, определяет глубину растачивания.
Однако чрезмерно большой вылет сказывается на качестве поверхности, так как вызывает вибрации и упругие деформации, а также ведет к быстрому износу пластины. В большинстве случаев оптимальна расточная оправка с наибольшей жесткостью. Под ней понимают способность к сопротивлению деформациям под внешним влиянием. Данный показатель дифференцируют на два типа. Статистическая жесткость относится к упругим деформациям, динамическая – к вибрациям. В целом она определяется материалом, размерами, формой и методом установки предмета. Жесткость имеет значение для режимов и частоты обработки, а также стойкости инструмента.
Для растачивания используется консольный способ крепления инструмента, характеризующийся малой жесткостью, вследствие чего наблюдаются вибрации. С целью улучшения виброустойчивости необходимо сократить вылет расточного резца. Однако, как было отмечено, это снизит глубину расточки. Оптимальным значением вылета, обеспечивающим виброустойчивость, считают равное четырем диаметрам оправки.
В процессе работ следует создать минимальную силу резания. Для этого подбирают геометрию расточного резца. Так, рекомендуется применять варианты с формами СМП типа V и D. К тому же следует выбирать модели с положительной геометрией передней поверхности пластин и радиусом при вершине заднего угла равным 90°. При эксплуатации для задней поверхности допустим износ до 0,3 мм. Наконец, лучшую виброустойчивость обеспечивают твердые сплавы с износостойкими покрытиями.
Величина прогиба определяется также моментом инерции поперечного сечения державки, который зависит от его формы и размеров.
Современные модели оснащены державками круглой формы. При этом существуют варианты с квадратным сечением державок. Например, расточные резцы Семинского, консольная часть державки которых закручена относительно оси на 45°.
Ввиду этого жесткость таких моделей выше, чем у вариантов с круглой державкой. Это позволяет значительно повысить скорость резания в отсутствии вибраций даже при большом вылете. К тому же допустимо повышение сечения стружки до 5 раз. Наконец, в изготовлении такие расточные резцы проще, чем обычные.
Угол заточки расточного внутреннего резца определяется типом работ (черновые, чистовые). Задний угол связан обратной зависимостью с диаметром отверстия.
Маркировка
Для расточных резцов применяется система маркировки с буквенными и цифровыми символами. Первые отражают геометрические параметры (2140-0043), вторые — тип материала (т15к6 для варианта для глухих отверстий). Например, 2140-0042 ВК6.
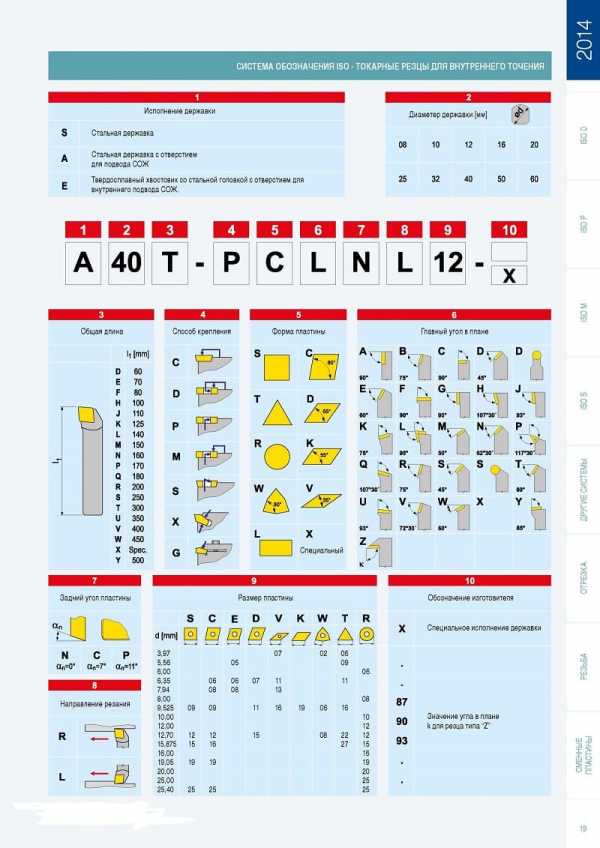
В магазинах вместо цифровой маркировки используют значения геометрических параметров, приводя размеры (например, 20×20×170 для твердосплавной модели для сквозных отверстий) и угол заточки (10×10×40 ВК8 (YG8) 60°, 10×10×40 мм Т5К10 (YT5) 90°). К тому же в маркировках отражают тип и исполнение инструмента.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
отверстие, материал изготовления и область применения
 Чтобы получить точное отверстие с соответствующей чистотой, в машиностроении деталь проходит дополнительную обработку. Для этого расточные станки используют специальную оснастку. Чаще всего для обработки различных отверстий устанавливают расточной резец разной конструкции. Такие приспособления применяются на фрезерных, а также токарных станках.
Чтобы получить точное отверстие с соответствующей чистотой, в машиностроении деталь проходит дополнительную обработку. Для этого расточные станки используют специальную оснастку. Чаще всего для обработки различных отверстий устанавливают расточной резец разной конструкции. Такие приспособления применяются на фрезерных, а также токарных станках.
Разновидности резцов
Расточные резцы разбиты на несколько подгрупп, в зависимости от основных параметров. Подача на станке может иметь несколько направлений. Учитывая этот факт, резцы могут быть: левыми; правыми.
Для каждого вида отверстия подбирается нужная конструкция оснастки. От этого зависит точность обработки и время операции. В зависимости от своей конструкции инструмент подразделяется на несколько видов:
- Прямые. Ось державки совпадает с линией режущей головки. Иногда выдерживается параллельность осей.
- Отогнутые. У инструмента ось головки может отклоняться в определённую сторону от оси державки.
- Изогнутые. Державка отличается изогнутой осью.
- Оттянутые. Державка шире головки инструмента.
Надо сказать, что иногда таких форм недостаточно. Особенно когда деталь отличается сложной формой. Специально для подобных случаев конструкторами разрабатываются уникальные виды расточного инструмента.
Форма державки подразделяет резцы на несколько видов:
- Круглые.
- Прямоугольные.
- Квадратные.
На классификацию инструмента влияет также метод изготовления. Оснастка подразделяется на группы:
- Цельные. Инструмент сделан из однородного материала.
- Составные. Для изготовления режущей части используется твердосплавная пластина. Она может закрепляться на державке обычным болтом или припаиваться.
Основное назначение инструмента
Этот режущий инструмент применяется в машиностроении на самых разных станках: фрезерных; строгальных; долбёжных; токарных.
С помощью этого инструмента происходит обработка самых разных деталей, с определённой точностью. Чтобы получить изделие нужной формы, с детали снимается несколько слоёв металла. Для этого его прочно закрепляют в резцедержателе.
Рабочая поверхность инструмента имеет очень острую кромку, напоминающую клин. Он врезается в заготовку, деформирует её наружную поверхность. В результате она начинает скалываться. Передняя поверхность инструмента сдвигает её, превращая в стружку.
Поступательное движение продолжается, процесс скалывания не останавливается, продолжается образование стружки. Её внешний вид сильно зависит от нескольких факторов:
- Скорость вращения детали.
- Подача.
- СОЖ.
В зависимости от вида операции, оснастка подразделяется на несколько типов:
- Токарная.
- Долбёжная.
- Строгальная.
Для перемещения заготовки совместно с инструментом в горизонтальном направлении, устанавливается строгальный резец. Если резание происходит вертикально, пользуются долбёжным приспособлением. Оба приспособления работают по одному принципу. Они отличаются от аналогичной токарной оснастки, так как на этом станке процесс резания происходит непрерывно. Когда выполняется строгание или долбление, врезание происходит только во время рабочего хода.
Согласно технологическому процессу, обработка заготовки может иметь несколько операций:
- Черновую.
- Получистовую. Резец имеет режущую пластину с закруглённой режущей кромкой. В результате улучшается шероховатость поверхности.
- Чистовую.
- Тонкое точение.
Обработка глухих отверстий
Очень часто встречаются конструкции, где детали не имеют сквозных отверстий. Чтобы их расточить, применяется специальный, расточной резец для глухих отверстий. Все типы такого инструмента стандартизованы. В ГОСТе можно посмотреть размеры резца, а также его конструкцию.
Когда приходится обрабатывать глухие отверстия, устанавливается режущая пластина в виде треугольника. Для удобства работы, рабочая часть державки имеет небольшой изгиб. По диаметру отверстия, подбирается соответствующий габарит державки.
Растачивание сквозных отверстий
Чтобы использовать изогнутый резец, в детали предварительно сверлят отверстие. Его глубина находится в прямой зависимости от размера державки. Чем она длиннее, тем больше глубина отверстия. Толщина слоя снимаемого металла, при такой обработке примерно равна величине загиба режущей части.
Расточной инструмент для работы на токарном станке
Токарная обработка деталей считается одной из важнейших операции машиностроения. При помощи расточного инструмента выполняется обработка глухих или сквозных отверстий.
Использование расточного инструмента даёт возможность получить высокую точность обработки и отличную шероховатость поверхности. Расточные операции выполняются только в определённых ситуациях:
- Когда сверление не даёт точных размеров и нужной чистоты поверхности.
- Отсутствует нужный инструмент для получения требуемого диаметра.
- Необходимо получить прямолинейное отверстие с точным расположением оси. Диаметр обрабатываемого отверстия намного больше стандартного размера сверла.
- Очень маленькая длина отверстия.
Для обработки цветных металлов, пластмассы и других лёгких материалов, применяют резцы, для изготовления которых используется инструментальная сталь. Если в рабочую головку установлена твердосплавная пластина, используют прочную нержавеющую сталь.
Во время работы режущая часть начинает изнашиваться, происходит выкрашивание твердосплавной пластины. Резцы приходится перетачивать.
Крепление режущих элементов резца
На станке имеется специальный резцедержатель. В нём можно одновременно закрепить несколько различных резцов. Фиксация резца выполняется специальными болтами. Инструмент должен быть расположен параллельно центровочной оси станка. Режущая головку инструмента должна смотреть на шпиндель.
Токарь, устанавливая резец, выставляет его вершину. Она должна совпадать с осью центров станка (допускается немного выше центра). Если установить вершину ниже оси центров, задняя часть инструмента будет задевать заготовку.
Для контроля точности, резец подводят прямо к вершине любой бабки. Регулировка осуществляется с помощью подкладок, имеющих разную толщину. Причём их должно быть только две. В противном случае начнётся вибрация инструмента.
Выступание резца из резцедержателя
tokar.guru
Как сделать расточной резец. Расточной резец. Углы заточки расточных резцов
Данный инструмент может быть использован при растачивании отверстий в корпусах, деталях машин и приборов.
Известна конструкция резца для расточки отверстий, представляющая собой впаянный в стальной хвостовик твердосплавный стержень с плоской рабочей частью. (См. ГОСТ 18062-72…ГОСТ 18064-73).
Этой конструкции присущи существенные недостатки:
— ограниченное количество переточек, обусловленное длиной рабочей части инструмента;
— каждая переточка предполагает заточку по всем рабочим поверхностям.
«Раньше было, что если бы у вас была машина, способная к спиральной интерполяции, вам пришлось запрограммировать восемь орбит резака с четвертью дюймовой глубиной резки для каждого прохода», — говорит мистер Тернер. Это было восемь блоков кода, чтобы сделать один круг. В той же дыре, которая раньше понадобилась восемь блоков кода, теперь нужно только одно.
В дополнение к программному обеспечению для интерполяции отверстий требуется хорошее оборудование. Металлообрабатывающие цеха постоянно ищут способы консолидации операций. Пятистороннее крепление, инструментальная оснастка, токарная мельница и мельница-поворот являются примерами способов сокращения многократной обработки заготовок.
Разработана новая конструкция расточного резца. Она улучшает отвод стружки из зоны резания при расточке отверстий, повышает качество обработки и рабочий ресурс инструмента, а также снижает затраты на переточку. (Патент № 2170160 2001 г.)
Цель достигается тем, что передняя винтовая поверхность, выполненная в торцевом сечении по дуге окружности переходит в стружко-отводящую канавку того же профиля вдоль тела резца, представляющего собой цилиндрический стержень, на длине трёх диаметров инструмента.
Магазины также требуют, чтобы производители режущего инструмента пытались найти способы, позволяющие выполнять больше операций с помощью конкретного резака. Тернер, просто не было единственного инструмента, имеющего геометрию стружки, которая могла бы эффективно выполнять двойную работу, выполняющую как торцовую мельницу, так и торцевую мельницу. Эти новые фрезы позволяют нам использовать один инструмент для погружения и один и тот же инструмент для боковинки. В зависимости от формы вставки фаска также может быть выполнена с той же вставкой.
Конструкция резца изображена на рисунках I-6.
Рис.I — предложенный резец с конструктивными и геометрическими параметрами..
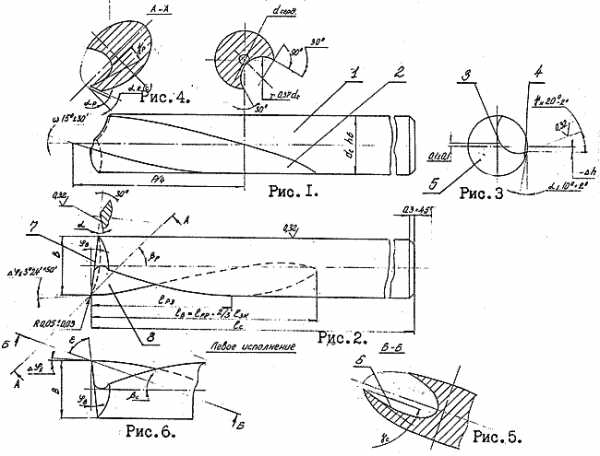
Рис.2.-предложенный резец — вид сверху.
Рис.3.-торцевой вид резца и канавки.
Рис.4. — сечение А-А на рис. 2
Рис.5. — сечение Б-Б на рис. 6
Преимущество одного инструмента, делающего работу трех, очевидно для магазинов, привязанных к карманам инструмента в их обрабатывающих центрах. Также выгодно использовать один инструмент для различных размеров отверстий. Интерполяция, с другой стороны, является более сложным набором переменных. То, что позволяет использовать лицевую мельницу для погружения и боковой резки, представляет собой геометрию вставки, которая сконструирована как положительная в осевом и положительном радиальном отношении.
Что не очевидно для наблюдателя интерполированного отверстия для фрезерования, так это то, что большая часть резки сделано на лице. Чип нагрузки на стороне относительно низки. Использование лицевой мельницы, глубина подачи не может превышать высоту вставки, и поэтому большая часть резки выполняется на лицевой поверхности резака.
Рис.6. — левое исполнение.
Резец представляет собой цилиндрический стержень -I, вдоль которого выполнена винтовая канавка — 2, на. длине не менее трёх диаметров инструмента. Угол наклона винтовой линии -63 к оси резца выбирается в зависимости от типа обрабатываемого материала. Образующей винтовой канавки в торцевом сечении является дуга окружности-3, которая в результате пересечения с главной-4 и вспомогательной-5 задними поверхностями при заточке образует в форме дуг эллипса главной-б и свпомогательной-7 режущие лезвия.
Кроме того, удаление металла выше из-за размера резака и количества зубьев. Размер лицевой мельницы также является преимуществом. Использование резака, близкого к размеру диаметра отверстия, уменьшает размер орбиты, необходимой для обхода окружности отверстия, что также уменьшает боковую нагрузку.
Вместо того, чтобы использовать двухдюймовую концевую мельницу, чтобы войти и вырезать отверстие диаметром в шесть с половиной дюйма, например, в рутинном режиме, — говорит мистер Тернер, — мы можем окунуться в шестидюймовый Мы сделали отверстие в шесть с половиной дюймов, но бок вырезали только полдюймовый круг.
Режущие лезвия основное-6 и вспомогательное-7 в виде дуг эллипса в сочитании с поверхностью винтовой канавки с углом наклона -сд образуют криволинейную лункообразную переднюю поверхность-8 с положительным передним углом -y
При работе предложенным резцом отделяемая стружка не пакетируется и удаляется из зоны резания по винтовой канавке, являющейся продолжением передней поверхности рабочей части, не контактируя с обрабатываемой поверхностью детали. Благодаря этому повышается качество обработки и стойкость инструмента.
«Вы не сделали бы этого сокращения с шестидюймовой мельницей», — продолжает г-н Тернер. «Мы пытаемся использовать инструменты, которые были бы в цепочке для других операций и расширяли бы их полезность для бурения, поэтому лицевая мельница». В идеальном случае интерполяция фрезерования для сверления и сверления отверстий лучше всего применять в отверстиях выше шести дюймов. «Это еще более экономично сократить с помощью сверла и сверлильного бара ниже этого», — говорит г-н.
При интерполировании торцового фреза для больших отверстий, вырезанных из твердого материала, может быть полезно использовать сверло в качестве пилотного отверстия. Эвакуация чипа является основной причиной бурения пилота, — говорит г-н Тернер. Эти фрезы не имеют флейт, чтобы помочь вырезать чипы из разреза. Просверленное отверстие, используя самую большую стандартную дрель в магазине, обеспечит достаточное пространство для рельефа стружки.
Сравнительные испытания резцов изготовленных по ГОСТ 18062-72… ГОСТ 18064-72 и предлогаемой конструкции из твёрдого сплава ВК60М проводились на авиазаводе г.Раменское, Московской области,при растачивании отверстий диаметром 5мм в деталях из сплава 36НХТЮ.
Режимы обработки: скорость резания 40м/мин, подача 0,02мм/об,
Результаты испытаний приведены в таблице.
Он находится в отверстиях с отверстиями, что интерполяция с помощью фрезы очень эффективна. Для слепых или сквозных отверстий фрезеру требуется всего лишь половина диаметра отверстия для эффективной интерполяции отверстия. При менее чем половине диаметра отверстия, орбитальный резак оставит материал в центре отверстия.
На другом конце шкалы можно поворачива
stroyew.ru
Расточные резцы и их установка
Растачивают отверстия на токарных станках расточными резцами (рис. 118). В зависимости от вида растачиваемого отверстия различают: расточные резцы для сквозных отверстий (рис. 118, а) и расточные резцы для глухих отверстий (рис. 118, б). Эти резцы отличаются между собой главным углом в плане ф. При растачивании сквозных отверстий (рис. 118, а) главный угол в плане ф = 60°. Если растачивается глухое отверстие с уступом 90°, то главный угол в плане ф = 90° (рис. 118, б) и резец работает как упорно-проходной или ф = 95° (рис. 118, в) — резец работает с продольной подачей как упорно-проходной, а затем с поперечной подачей как подрезной.
Углы заточки расточных резцов
На рис. 118 показаны углы заточки расточных резцов, которые выбираются в основном такими же, как у резцов для наружного точения, за исключением заднего угла а, который для расточных резцов обычно имеет повышенное значение. Величина заднего угла зависит от диаметра растачиваемого отверстия: чем меньше диаметр отверстия, тем больше должен быть задний угол резца.
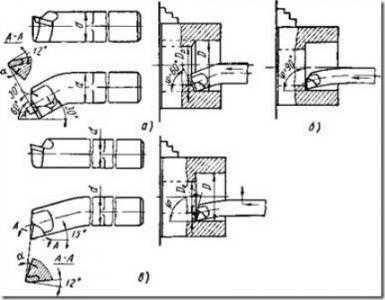
Рис. 118. Расточные резцы, оснащенные пластинками твердого сплава: а — проходной для обработки сквозных отверстий, б и в — упорно-проходной для обработки глухих отверстий
Сложность операции
Растачивание — операция более сложная, чем наружное обтачивание поверхностей, так как:
- при растачивании размер поперечного сечения резца должен быть значительно меньше диаметра отверстия, а вылет резца из резцовой головки несколько больше длины растачиваемого отверстия (рис. 119), поэтому при растачивании отверстия значительной длины возможен изгиб резца, а при высоких скоростях резания — сильные вибрации. Следовательно, такие резцы не дают возможности срезать стружку большого сечения;
- при растачивании менее удобно наблюдать за работой резца, так как резание происходит внутри отверстия.
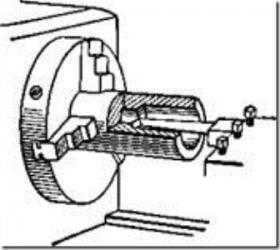
Рис. 119. Растачивание отверстия резцом
Для растачивания отверстий диаметром до 70 мм токарь-новатор В. К. Семинский предложил специальный расточный резец, оснащенный пластинкой из твердого сплава (рис. 120). Стержень резца имеет квадратное сечение по всей длине, рабочая часть резца повернута путем скручивания при изготовлении на угол 45° относительно опорной части. Такой резец отличается повышенной жесткостью по сравнению с обычным расточным резцом и допускает увеличение сечения стружки в 4-5 раз. При работе таким резцом с повышенной скоростью резания не наблюдается вибраций даже при значительном вылете державки.
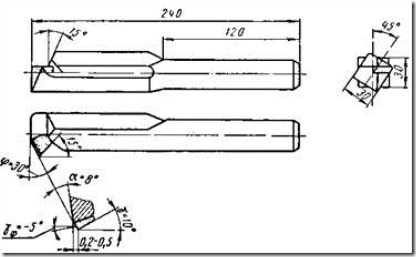
Рис. 120. Расточный резец, оснащенный пластинкой твердого сплава, конструкции В. К. Семинского
Чтобы повысить виброустойчивость резца, токарь-новатор В. Лакур предложил новую конструкцию расточного резца с пластинкой из твердого сплава (рис. 121). Особенностью этих резцов является то, что их главная режущая кромка расположена на уровне нейтральной оси стержня. Такое расположение режущей
Рис. 121. Расточный резец конструкции В. Лакура
кромки обеспечивает резцам значительное повышение виброустойчивости и, как следствие, дает возможность работать на больших скоростях резания и достигать улучшения чистоты обработанной поверхности.
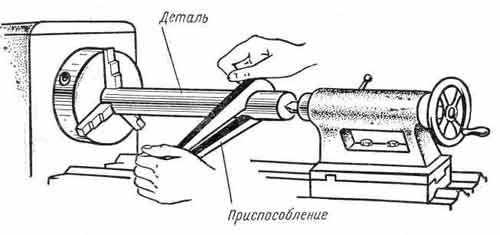
Рис. 122. Оправка с резцом для растачивания сквозного отверстия
Установка резца
Отверстия большой длины растачивают резцами, закрепленными в специальных массивных оправках, размеры которых зависят от диаметра отверстия и его длины. Замена цельного расточного резца небольшим резцом, вставленным в расточную оправку, дает значительную экономию дорогостоящего инструментального материала. Способ крепления резца в оправке зависит от ее назначения. На рис. 122 показана оправка для растачивания сквозного отверстия; здесь резец расположен на значительном расстоянии от конца оправки. Для растачивания глухих отверстий резец крепится таким образом, что несколько выступает за передний торец оправки.
Перед растачиванием отверстия необходимо установить резец на требуемый диаметр по лимбу винта поперечной подачи, а затем расточить отверстие ручной подачей на длину 2-3 мм. Измерив диаметр штангенциркулем или другим измерительным прибором и убедившись в правильности размера, растачивают отверстие на остальную длину. Особенно важно правильно установить резец на требуемый диаметр при чистовом растачивании.
Положение режущей кромки резца зависит от вида растачивания. При черновом растачивании режущую кромку рекомендуется устанавливать на высоте центров или немного ниже. При чистовом растачивании режущую кромку нужно располагать выше линии центров примерно на 1/100 диаметра отверстия, учитывая, что вследствие силы, возникающей от сопротивления срезаемой стружки, резец может быть отжат вниз.
Похожие материалы
www.metalcutting.ru
Расточные резцы, их назначение и устройство — Растачивание цилиндрических отверстий на токарном станке — Комплексные работы
Растачивают отверстия на токарных станках тогда, когда сверление и рассверливание не обеспечивают необходимой точности размеров отверстий и чистоты обработанной поверхности.
| Расточной резец для сквозного отверстия |
При черновой и чистовой обработке растачивают отверстия расточными резцами. В зависимости от вида растачиваемых отверстий различают расточные резцы для сквозных отверстий (смотрите рисунок выше) и для глухих отверстий (смотрите рисунок ниже).
| Расточной резец для глухого отверстия |
Эти резцы отличаются между собой главным углом в плане φ (фи).
При растачивании сквозных отверстий главный угол в плане φ = 60°. Если растачивают глухое отверстие с уступом 90°, то главный угол в плане φ = 90°.
Резцы бывают для чернового, чистового и тонкого растачивания. Отверстия глубже (длиннее) 100 мм растачивают резцами, закрепленными в специальных оправках (смотрите рисунок ниже), размеры которых зависят от диаметра и длины отверстий.
| Оправка с резцом |
Вопросы
- Для чего предназначены расточные резцы?
- Как различают резцы в зависимости от растачиваемых отверстий?
- Чем отличаются резцы для растачивания глухих отверстий от резцов для растачивания сквозных отверстий?
Установка резцов в резцедержателе
Устанавливают расточной резец так. Закрепляют резец в четырехместном поворотном резцедержателе параллельно оси центров станка. Головку резца направляют в сторону патрона.
Вершина резца должна располагаться на линии центров (смотрите рисунок ниже) станка или несколько выше. Если вершина резца расположена ниже линии центров, возникнет трение задней поверхности резца о заготовку.
| Установка расточного резца |
Контролируют положение вершины резца по высоте, подводя резец к вершине центра передней или задней бабки. Регулируют положение вершины резца подкладками разной толщины. Подкладок должно быть не больше двух, иначе резец будет вибрировать.
Резец нужно закреплять с наименьшим вылетом (выступанием) из резцедержателя, который обеспечивал бы удобную и безопасную обработку заготовки. Большой вылет уменьшает прочность резца и дает возможность появлению вибрации при растачивании. Резец должен быть закреплен надежно не менее чем двумя болтами.
Запомните! Устанавливайте вершину резца по линии центров станка.
Вопросы
- Как правильно устанавливают резец в резцедержателе?
- Почему вершина резца должна располагаться по линии центров станка?
«Слесарное дело», И.Г.Спиридонов,
Г.П.Буфетов, В.Г.Копелевич
Растачивать отверстия (внутренние цилиндрические поверхности) сложнее, чем обтачивать наружные поверхности. Основная трудность — малая жесткость расточного резца. Сквозные отверстия растачивают расточными резцами, показанными на рисунке. Смотрите рисунок – Расточной резец для сквозного отверстия Для этого обрабатываемую заготовку крепят в патроне токарного станка. Проверяют надежность крепления заготовки и резца. Растачивают сначала черновым резцом, который при помощи…
В зависимости от требуемой точности измерения и размеров диаметра отверстий применяют различный измерительный инструмент. Неточные цилиндрические отверстия можно измерять нутромером и измерительной линейкой, Для определения размера нужно величину развода ножек нутромера измерить линейкой или штангенциркулем. Измерение отверстия нутромером При растачивании отверстия под обработанный вал измеряют вначале диаметр вала штангенциркулем и затем устанавливают по ним ножки…
На токарных станках выполняют шлифование, накатку и другие отделочные работы. Шлифуют, когда размеры и форма детали выполнены с невысокой точностью, а к чистоте обработанной поверхности предъявляют повышенные требования. Деталь устанавливают на станке так же, как при обтачивании, приводят в быстрое вращение и чисто обрабатывают плоским напильником. Ручку напильника держат в левой руке, а правой придерживают…
www.ktovdome.ru
Расточной резец
Оглавление
Виды расточных резцовОсновные размеры
Геометрия расточного резца
Выбор расточного резца
Режимы резания расточными резцами
Маркировка
Расточной резец широко применяется в машиностроении и производстве. Их используют для обработки сквозных и глухих отверстий на токарной группе станков. Резцы расточные токарные помогают достичь более точных результатов в работе, а также создают высокую частоту обработки. Инструментом последовательно снимаются слои металла, что помогает расширить обрабатываемое отверстие до нужных размеров. Благодаря точному оборудованию, результат можно регулировать в пределах десятых долей миллиметра. Если резец для расточки хорошо заточен и находится в исправном состоянии, то он может работать с различными металлами, так как он всегда должен быть более жестким, чем деталь. Для надежности, всегда требуется проверять его закрепление, так как неправильное положение может привести к поломке самого инструмента или браку обработки детали.
Основной упор в данном резце сделан на высокую производительность в работе. Как правило, расточной резец снимает относительно небольшие слои, которые помогают расширить отверстие, так что здесь важна скорость и точность, что в свою очередь отображается на геометрии изделия. Рабочая поверхность сделана клинообразной формы, так как это помогает лучше врезаться в слой материала и деформировать его, снимая стружку должной толщины. Постепенное скалывание верхнего слоя материала доводит заготовку до необходимого состояния. Действующим стандартом, по которому изготавливается резец расточной, является ГОСТ 18872-73, что предназначен для изделий из быстрорежущей стали, наименьший диаметр которых достигает 14 мм. Если же инструмент предназначается для глухих отверстий, диаметр которых составляет до 6 мм, то это уже будет ГОСТ 18873-72. Если расточной резец изготавливается из твердосплавного состава, то здесь будет актуальным ГОСТ 18882-73 для сквозных отверстий и ГОСТ 18883-72 – для глухих, соответственно.

фото:расточные токарные резцы по металлу
Расточной резец может быть выполнен в нескольких вариантах. Быстрорежущий вид служит для обработки различных легких материалов и соответствующих сплавов, куда можно отнести алюминий, фторопласт, текстолит и другие материалы.
Для более крепких и тяжелых составов применяются монолитные, резец расточной твердосплавный или со вставками пластин из твердых сплавов. Такие изделия уже могут работать с бронзой, сырой сталью, нержавейкой, калеными сортами стали и другими материалами.
Все эти разновидности в свою очередь разделяются и по виду державки, которая может быть квадратной или круглой. Помимо этого, есть еще разделение по назначению. Согласно выполняемым функциям выпускают расточной резец для глухих отверстий, которые применяется не только для обработки внутренних стенок отверстия, но и занимается проточкой дна, вместе с последующей его шлифовкой. Также встречается резец расточной проходной, который используется для сквозных отверстий. Он работает с деталями цилиндрической формы, или имеющими сквозные дырки.
Сейчас оказываются весьма популярной такая разновидность как расточной резец со сменными пластинками. Они имеют различные профили и формы, а главное, что в комплекте к ним идет набор запасных частей, которые могут использоваться для крепежа рабочих пластин и державок. Износившиеся пластины можно быстро заменить.
Основные размеры
Расточные резцы для токарных станков, которые предназначены для работы со сквозными и глухими отверстиями, изготовляются согласно определенным стандартам размеров.
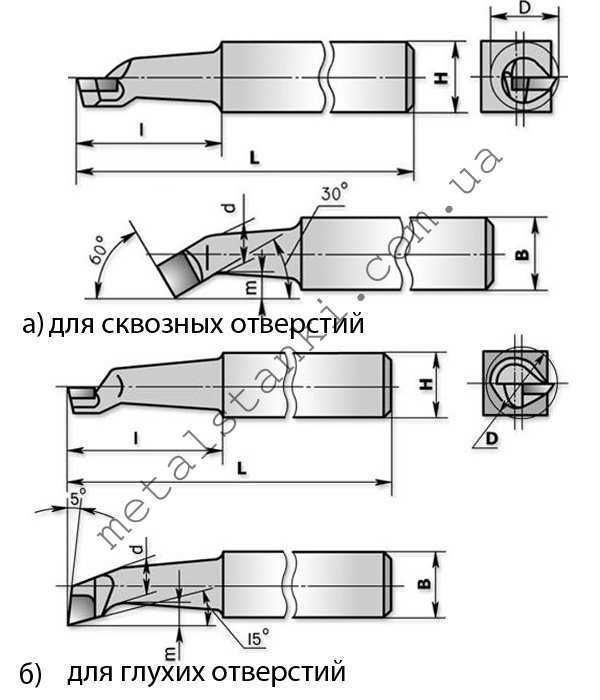
фото:размеры расточных резцов
| Высота,мм | Ширина,мм | Длина,мм |
|---|---|---|
| 16 | 16 | 140 |
| 16 | 16 | 170 |
| 20 | 20 | 140 |
| 20 | 20 | 170 |
| 20 | 20 | 200 |
| 25 | 25 | 200 |
| 25 | 25 | 240 |
| 32 | 25 | 280 |
Геометрические параметры расточного резца
Геометрия рабочей части изделия состоит из трех основных углов, которые в своей сумме всегда образуют 90 градусов. Сюда входит:
- Главный задний угол, который образуется между плоскостью резания и задней поверхностью инструмента. Он уменьшает трение между деталью и задней поверхностью. Чем больше этот угол, тем меньше шероховатость поверхности, которая поддается обработке. Соответственно, чем тверже металл, тем меньше должен быть этот угол.
- Угол заострения, который замеряется между передней и задней поверхностью инструмента. Он влияет на прочность изделия, так что чем он больше, тем надежнее будет расточной резец.
- Главный передний, который замеряется между передней поверхностью инструмента и то плоскостью, которая располагается перпендикулярно от поверхности резания. С его помощью можно повлиять на размер деформации снимаемого слоя.
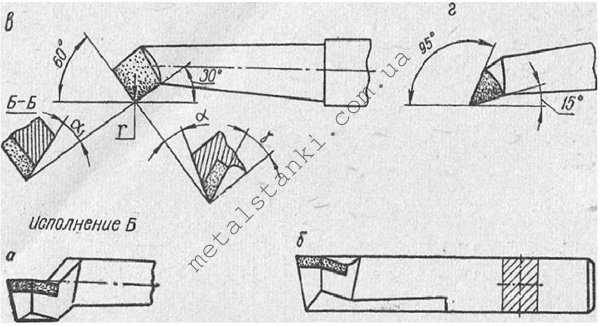
фото:геометрия расточного резца
Выбор расточного резца
Расточной резец выбирается согласно тому, с какими материалами он будет работать. В первую очередь – это тип, для глухих или наружных отверстий. Далее очень важно смотреть по материалу, который подвергается обработке. Если основной геометрический принцип у данной разновидности примерно одинаковый, то материалы изготовления будут различными.
«Совет профессионалов! Ни в коем случае не стоит использовать изделия из быстрорежущей стали для обработки нержавеющей стали, бронзы и изделий из каленых сортов металла. Это приведет к быстрому износу, так что здесь лучше применять только изделия из твердосплавных материалов»
Не стоит также забывать и о размерах, так как некоторые резцы просто физически не смогут проникнуть в отверстие. Для постоянной активной работы желательно иметь набор из нескольких изделий или выбрать вид со сменными пластинами. Для обработки глухих отверстий, специалисты подбираются изделия в два раза меньше по диаметру, чем обрабатываемое отверстие.
Режимы резания расточными резцами
Выбор режима резания во многом зависит от расточки резца, диаметра отверстия, вида материала и прочих факторов. В зависимости от диаметра обрабатываемого отверстия при работе со сквозными отверстиями, резец требуется устанавливать ниже или выше их центра. В то же время, при работе с глухими отверстиями, резец внутренний расточной ставится четко по центру, чтобы не было бобышек в торце.
Маркировка
Существует несколько основных марок резцов, отличных по размеру и составу. К примеру, Т15К6 – материал изготовления относится к титановольфрамовой твердосплавной группе с 15%-ным содержанием карбида титана и 6%-ным содержанием кобальта.
phenomtechno.ru
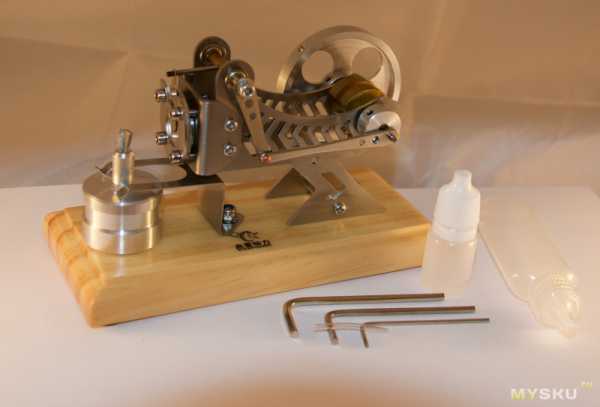
Расточной резец. Доводим до ума «Пожирателя Пламени»
Не люблю незаконченных сюжетов, отложенных дел и «узелков на память». И у меня появился шанс избавиться сразу от двух таких раздражителей.Раздражитель номер 1. Вакуумный двигатель «Пожиратель пламени» из одного из моих обзоров работал всего ничего и перегревался.
Непорядок хотелось исправить.
Раздражитель номер 2. У меня дома есть небольшой токарный станок. Как известно, для работы на станке требуются резцы. У меня есть устраивающий меня набор разнообразных резцов, но некоторые из него были сделаны на скорую руку, из того что подвернулось. Например, расточной резец был сделан из отличной твердосплавной заготовки и совершенно безобразной державки.

Куда-то спешил, что-то нужно было срочно расточить. Так родился этот монстр. Конечно он справляется со своей задачей, но кое-как. Т.к. жесткость конструкции маленькая, то приходится снимать за один проход мало металла, и работа превращается в каторгу.
Таким образом я решил обзавестись расточными резцами и сделать радиатор охлаждения для «Пожирателя пламени».
Резцы приехали ко мне в 5 коробочках и маленьком пакетике со сменными пластинами

Внутри коробочек были пять державок различных типоразмеров и пять ключей Torx для винтиков.

Давайте сперва разберемся для чего эти резцы и как их можно использовать. У них два назначения. Первое это расточка внутренних отверстий.
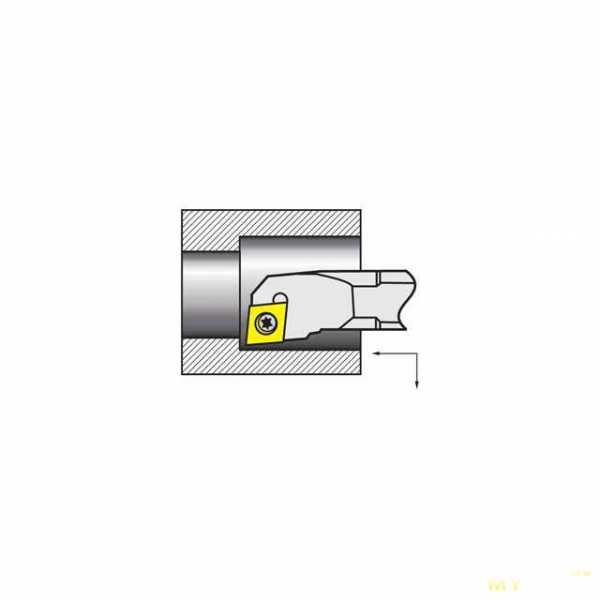
Также как дополнительная опция – торцевой, подрезной резец для наружных поверхностей.
Да, я знаю, что передний угол будет немного другой, но для домашнего нечастого использования, на мой взгляд это допустимо.
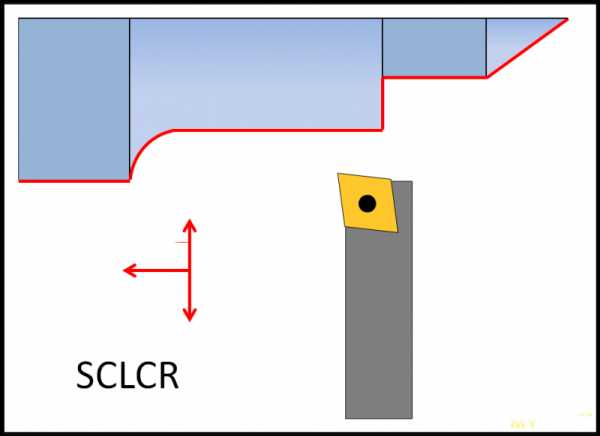
Возвращаемся к резцам. Маркировка SCLCR – это стандарт обозначения резцов, последняя буква обозначает Right, что резец «правый». Остальные буквы можно расшифровать по картинке.
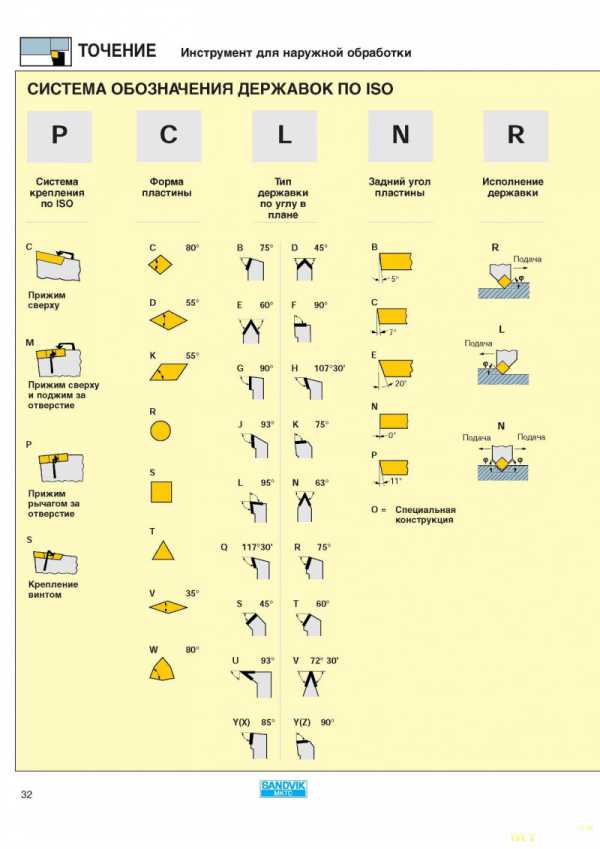
В наборе были державки диаметром 6, 7, 8, 10 мм и длиной 125мм, и одна державка диаметром 12 мм и длиной 150 мм. Угол режущей пластины 95%.
Зачем нужны различные диаметры державок. Чем толще державка, тем она жестче. В металлообработке гонка за жесткостью это основное. Чем жестче связка СПИД (станок – приспособление – инструмент – деталь), тем больше возможно снять металла за проход и тем выше качество поверхности. Поэтому, если есть возможность, то следует использовать державку с наибольшим диаметром, а если размер отверстия не позволяет, то берется державка чуть меньшего диаметра, чем отверстие.
Типоразмер пластины CCMT060204, то есть, первые две цифры это размер грани в мм, вторые 2 цифры — толщина пластины в мм, и последние две цифры – радиус скругления углов пластины в десятых долях мм. Судя по типоразмеру пластина предназначается для чистовых и финишных операций.

Устанавливаем пластину, фиксируя ее винтом.

Резцы сделаны на отлично. Подгонка пластины идеальная. Сама державка из твердой стали, по ощущениям аналог нашей СТ-45. Тело державки заполировано и заворонено.
Установим резец в быстросменный картридж.

Ну чтож, перемещаемся на токарный станок. Расточим отверстие в заготовке под радиатор для нашего вакуумного двигателя.


Я опущу все шаги изготовления радиатора. В конце будет видео, где все можно будет посмотреть.
И вот радиатор готов.

Я совершил несколько ошибок при прорезании ребер: отрезной резец затупился, заготовка была зажата не до конца. Поэтому идеально красиво не получилось, увы. Отношусь я к этому совершенно спокойно. Это нормальная кривая обучения новичка — любителя. Я никогда не делал последовательные прорези. Теперь я знаю кучу особенностей, и в следующий раз все будет как надо.
Интересно посмотреть на качество поверхности после расточки нашим резцом: по-моему весьма неплохо.

Устанавливаем радиатор на двигатель. Так совпало, что почти все огрехи оказались закрыты корпусом. Во время установки я использовал термопасту.



Как результат, двигатель завелся и проработал достаточно долго, минут 5-6, радиатор достаточно быстро начал нагреваться, что говорит о хорошем теплообмене. Двигатель работал и работал, радиатор раскалился, что было больно прикоснуться, потом кончился доступный фитилю спирт. Фитиль не достает до дна, коротковат немного. Забирает часть спирта сверху, и все. Можно его удлинить, но это уже будет другая история))) Итого: цель достигнута на все 100% — «пожиратель пламени» работает, не перегревается, не останавливается.
Видео о вытачивании радиатора, и показ работы «пожирателя пламени» с радиатором.
Как резюме. Отличные резцы, надежные, качественно сделанные и приятные в работе. Смело рекомендую обладателям токарных станков, или как подарок друзьям или коллегам с токарными станками.
Товар предоставлен для написания обзора магазином. Обзор опубликован в соответствии с п.18 Правил сайта.
mysku.ru
