
виды линз, расположение трубки, подключение компрессора и отзыв о специфическом оборудовании для ремонта лазерного станка своими руками
Обзор-распаковка лазерной трубки 40W, а также аксессуаров для сборки или ремонта лазерного станка (гравера/резака).Это скорее не полноценный обзор, а пост из серии «смотрите, что я купил», так как из-за специфики оборудования провести полное тестирование вот так сразу проблематично, мой станок еще в достройке.
В обзоре будет краткая информация по лазерным станкам, СО2 трубкам, дополнительному оборудованию и запчастям для сборки станка, схемы подключения и так далее. Внимание: много фотографий.
Привет всем читателям Mysku!
Хочу познакомить вас со специфическим оборудованием, предназначенным для сборки (или ремонта) лазерного режущего/гравирующего станка. Все наверняка слышали про лазерную резку и услуги раскроя лазером. Как правило, эти услуги оказываются на промышленных станках с мощным лазером. СО2 лазер – это один из самых дешевых вариантов, имеет низкую удельную стоимость ватта излучения. Распространенные СО2 трубки имеют мощность от 40W до 100W. Внутри смесь газов на основе СО2 и контур жидкостного охлаждения. Питается лазер от высоковольтного источника напряжения примерно 20…40кВ, в зависимости от мощности. Также от мощности лазера зависят размеры трубки: чем мощнее, тем длиннее трубка, ну еще и диаметр увеличивается.
Основа любого подобного станка – это СО2 трубка. Есть и другие виды лазеров (твердотельные, волоконные), сейчас я их рассматривать не буду, так как СО2 все-таки до сих пор является наиболее дешевым источником лазерного излучения с большой мощностью.
Дисклеймер: лазерное излучение является потенциально опасным. Следует принимать меры предосторожности при работе и обслуживании лазера, а также использовать защитные средства (очки). Будьте внимательны при контакте с высоковольтной частью оборудования. Обязательно подключайте заземление к высоковольтной части и к корпусу станка. Лазер 40W режет фанеру, а что он может сотворить с тканями человеческого тела лучше не проверять
Фото из одного из отзывов
Про этот тип лазеров <a
href=«ru.wikipedia.org/wiki/%D0%A3%D0%B3%D0%BB%D0%B5%D0%BA%D0%B8%D1%81%D0%BB%D0%BE%D1%82%D0%BD%D1%8B%D0%B9_%D0%BB%D0%B0%D0%B7%D0%B5%D1%80»>Вики говорит следующее:
Углекислотный ла́зер, лазер на углекислом газе (CO2-лазер) — один из первых типов газовых лазеров (изобретен в 1964 году). Один из самых мощных лазеров с непрерывным излучением… Их КПД может достигать 20 %.
… Активной средой углекислотных лазеров является газообразная смесь CO2, азота (N2), гелия (He). Иногда в смесь также добавляется водород (h3) или ксенон (Xe).
Фотографии среднестатистического китайского лазерного станка

Для затравки покажу видео, на котором видна работа лазерного резака по прозрачному акрилу
Собственно говоря именно это видео и сподвигло меня собрать лазерный станок
Самостоятельная сборка лазерного станка не сложная, как правило не занимает долго времени и не требует специальных знаний (шутка)
Лазерный режущий станок представляет собой рабочую область с механизмом перемещения зеркал и линз, рядом установленную трубку и высоковольтный блок питания (ВВ). Все это закрывается кожухом/корпусом.
Иногда делают окошки для наблюдения, но это чревато – стекло не должно пропускать излучение СО2 лазера, около 10мкм.
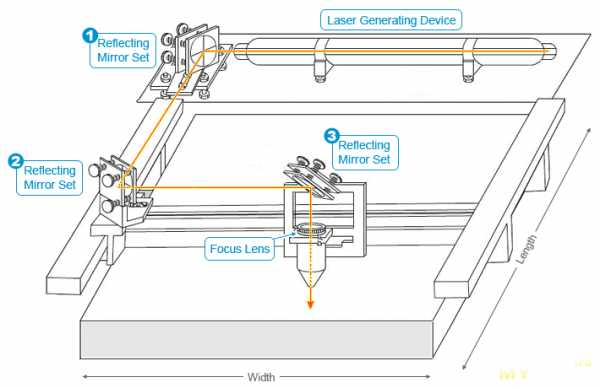
Лазерное излучение выходит из трубки, попадает на зеркало, установленное под 45° и поворачивающее луч на 90° в рабочую зону. Следующее зеркало закреплено на профиле оси Х, перемещается вместе с этой осью. Оно также поворачивает луч на 90°. На самой оси установлена каретка с специальной головкой (laser barrel, laser focusing head), в которой помимо еще одного зеркала, поворачивающего луч из горизонтальной плоскости вертикально вниз, установлена фокусирующая линза, собирающая лазерный пучок в точку. Таким образом происходит перемещение лазерного излучения в плоскости XY.
Дополнительно на головку подводят сжатый воздух, с целью создания избыточного давления около линзы и отвода продуктов горения непосредственно от точки реза.
Для подключения трубки потребуется источник ВВ напряжения, система жидкостного охлаждения (насос, датчик протока жидкости, рабочая жидкость и трубки/фитинги). Плата управления совместимы с Mach4 либо сделаны под другой платный софт, бывают варианты под Arduino.
Несколько слов про электрическую часть и трубку.
Собственно говоря, информации по сборке или ремонту достаточно много. Можно модернизировать старый китайский станок установкой более мощной трубки и другой электроники, а можно собрать с нуля, большой сложности не представляется.
Для начала нужно выбрать компоненты для сборки и параметры будущего станка (размеры, фокусное расстояние/высота головки)
Вот примерный перечень деталей, необходимый для сборки лазерного станка:
- Профиль или рама для станка. Я использую конструкционный профиль типа 40х40 или 60х60
- Рельсы MGN/SBR, недорогой и небольшой вариант можно сделать на валах 12-12 мм (лучше ограничить размеры обрабатываемой поверхности в этом случае).
- Ремни HTD, то есть широкие 15 мм, черного цвета.
- Трубка СО2. При покупке уточняйте дату заправки, так как со временем газ разлагается. Трубка стеклянная, так что упаковка и доставка должна быть качественная. Не ищите с бесплатной доставкой, лучше курьерской почтой.
- Держатель трубки
- Источник ВВ напряжения (блок питания). В моем случае 40Вт
- Датчик протока воды
- Насос
- ВВ провод, разъемы
- Плата-контроллер для компьютера (есть варианты под Mach4, Linux CNC/EMC2 Control, есть под другой софт, есть с LPT, USB, LAN подключением, есть на основе Arduino).
- Двигатели и драйверы. Также можно взять на ваш вкус.
- Держатели зеркал и Laser barrel head – фокусировочная трубка и крепежи зеркал.
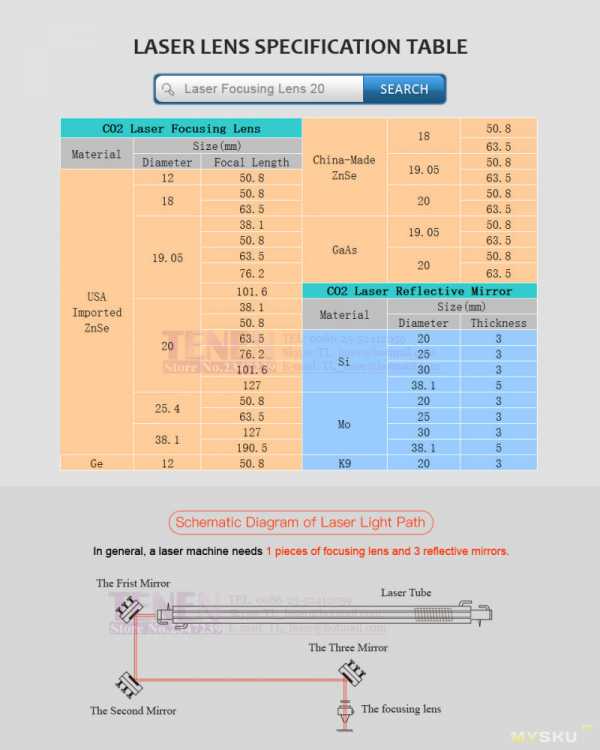
- Комплект зеркал (линз): три отражающих и одно фокусирующее. Обычно используют из селенида цинка ZnSe, или просто линзы покрытые чем либо отражающим (Si/Cu).
- Мелочевка – метизы, крепежи, приводные звездочки и прочее.
- Корпус. Можно изготовить самостоятельно из ДСП и прочих радостей.
Основные задействованные контакты:
USB/LAN/LPT порт для компьютера и получения управляющих сигналов.
Далее подключаются 2 шаговых двигателя. Основные сигналы: Step, Dir на драйвер, с драйвера 4 провода на обмотки A+/A-, B+/B-. Бользих вопросов такое подключение не вызывает. Для больших станков есть смысл поставить Nema23 и драйверы типа TB6550/TB6600 (обзор сделаю чуть позже), для небольших размеров ( примерно до 30х40, формат листа А3) можно Nema 17 и простые драйверы типа A4988/DRV8825

Схема подключения блока ВВ питания
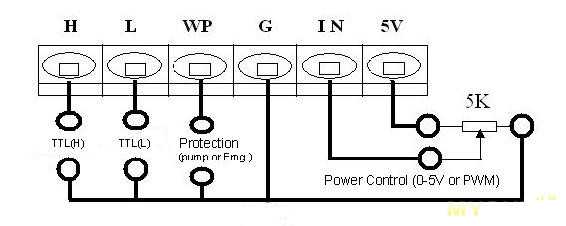
Управление мощностью осуществляется с помощью PWM сигнала с платы (20-50 кГц) или потенциометра.
WP — сигнал с датчика протока воды (или насоса, если стоит чиллер). Если ничего нет, можно поставить перемычку. Этот сигнал нужен, чтобы лазер не перегрелся и не работал бы без охлаждения.
G — это общий сигнал (земля/ноль/минус)
H или L — это сигналы включения лазера. Используется либо один вариант, либо другой. Это зависит от конкретной платы управления. H — высокий уровень, L — низкий уровень включения.
Далее, на выходе два провода: высоковольтный (+) и низковольтный (-). Обязательно требуется заземление блока ВВ питания и корпуса станка.
Управляющая программа типа Mach4/LinuxCNC/LaserCut или другие, подает команды перемещения по плоскости, команды включения/выключения излучения, а также регулировки мощности (актуально для гравировки). Дополнительно включен насос для охлаждения, воздушный компрессор, вытяжка.
Теперь покажу, что успел приобрести. Все посылки доставлялись SPSR
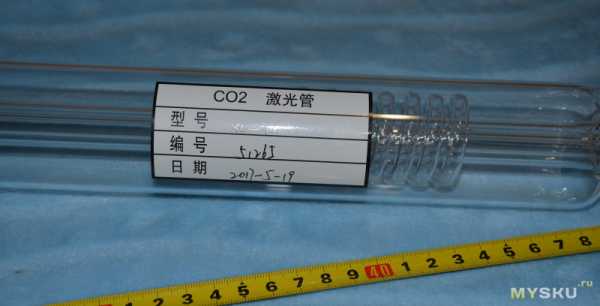
Трубка СО2
Параметры:
Мощность: 40 Вт
Длина: 700 мм
Диаметр: 50 мм
Охлаждение: жидкостное.
Упаковка внутри посылки
Упаковка качественная, в несколько слоев картона и пупырчатой пленки
Присутствует несколько наклеек типа «Осторожно хрупкое»
Вскрываем коробку, а там… еще упаковка
Достаем вторую коробку
Внешний вид второй коробки
Внутри находится сама трубка СО2

Длина лампы 70 см, диаметр 50мм
Дата заправки газом 19 мая 2017. Китайское ОТК расписалось в приемке
Внутри хорошо видно встроенный контур охлаждения

Наклейка «Лазер, осторожно»

Первый фланец




Торец заглушен, внутри отражение

Второй торец — видно зеркало с углом Брюстера

Если поймать отражение, то сложится впечатление, что зеркало светится

Минусовой контакт для подключения источника находится именно с этой стороны

Трубку требуется установить на специальные крепления

Пример расположения трубки в задней части станка. Хорошо видно линзу под углом в 45 градусов.

Еще фото. Специальный крепеж можно заменить на хомуты из магазина сантехники.


Для питания трубки нужен ВВ источник
Достаточно увесистый. 
Пришел в отдельной упаковке, даже отделной посылкой, несмотря на то, что ордер был один.
Весь проложен надутым материалом
Достаем картонную упаковку
Внутри большой металлический источник, похожий на компьютерные блоки питания. Но сходство только внешнее
Размеры сравнимы с компьютерным источником питания. Корпус оклеен защитной пленкой

Вид со стороны подключения. 

Присутствует переключатель 110/220В
Вскрываем, внутри плата преобразователя, суть которой сходна с преобразователем строчной развертки ЭЛТ телевизора.
Установлены 2 шт TL494CN, остальное мелочевка. Реализована схема повышения на умножителе и повышающем трансформаторе.

Внешний вид платы
ВВ трансформатор (строчник)
ВВ провод для подключения. Характеристики: 22AWG, выдерживает 40kVDC, то есть до 40кВ напряжения постоянного тока. Присутствует двойная изоляция. Наружний диаметр 4,5мм.
маркировка
зачищен
ВВ разъем. Пришел вместе и другими запчастями, в простом пакете.
Комплект разъема представляет собой две половинки, два штырька, уплотнения. Соединение под винт.
Вот примерно как собирается вместе
Начинаем собирать разъем

При заказе обратите внимание, бывает кабельный, бывает блочный
Удобно для контроля тока подключить в разрыв минусовой цепи амперметр
Зеркала и линзы. Бывают отражающие, бывают фокусирующие
Нужно 3 отражающих и одно фокусирующее, лучше брать с запасом.
Линзы пришли в огромной коробке, проложенные мягким материалом внутри
убираем надутую пленку и достаем коробки

Внутри коробки одна или несколько зеркал в обертке

Упакованы в коробку

Зеркала и линзы небольшие 
Также хорошо отражают свет
Виды линз и зеркал
Устанавливается в специальную фокусирующую трубку
При выборе нужно определиться с фокусом зеркал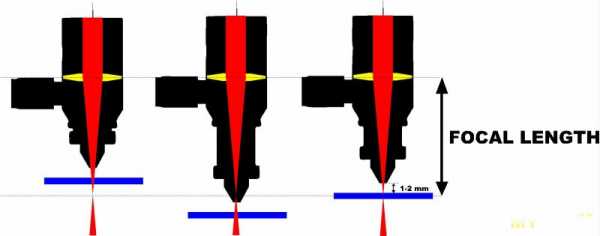
Фокус у линзы фиксированный, бывает 1.5”, 2”, 2.5, 3” в зависимости от станка и толщины материала. Самый распространенный вариант это 2”.
Комплект держателей
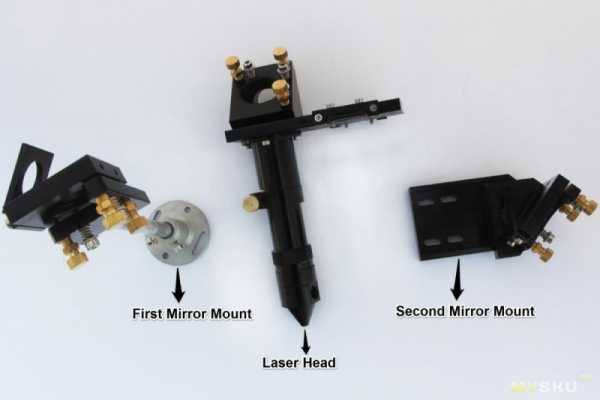
Пример установки зеркал на оси

Фокусирующая трубка
К сожалению из-за специфики оборудования, я не могу пока предложить полный тест-драйв лазерной трубки. Вот хорошее видео с Ютуб.
Еще один тест:
Видео работы лазера по бальсе (моделисты меня поймут)
Работа по фанере
Дополнительная информация — еще видео
ПО lasercut и работа по акрилуЕще хорошее видео
Немного информации:
Магазин с запчастями для лазерного оборудования Tenen laser store
Как я покупал лазер — отзыв на гииктаймс
Отзыв владельца лазера
Пример самодельного лазера и общая информация
Как создать свой лазер 55Вт
Ссылки на основные компоненты:
Трубка СО2
источник высокого напряжения для трубки
Зеркала
Фокусировочная линза
ВВ кабель
ВВ разъемы
Насос
датчик протока воды
Комплект держателей
Можно вообще найти готовые комплекты для сборки станка. Как говорится, просто добавь воды профиль.
Пока все, чуть попозже сделаю более подробный обзор комплекта держателей и линз, дальше буду держать в курсе процесса сборки станка. Спасибо!
mysku.ru
✅ Охлаждение лазерной трубки станка с ЧПУ (СО2 лазера). СОВЕТЫ, лайфхаки
В данном материале мы подробно разберем вопросы охлаждения лазерной трубки станка с ЧПУ. Здесь вы точно получите ответы на вопросы:
- Как устроена система охлаждения лазерной трубки
- Какую охлаждающую жидкость применять
- Что из оборудования лучше использовать
- Как, чем и когда очищать систему охлаждения лазерного станка
- Какой чиллер лучше, CW-3000 или CW-5200
- Эффективна ли помпа прокачки воды и как ее подключить к лазерному станку
Ну, и конечно же, какой подойдет пивной охладитель и как его можно использовать
+ Много дополнительной информации по охлаждению лазерной трубки.
Да, вы можете сразу посмотреть это видео с тестами, примерами, инструкциями. А можете читать статью дальше.
ВИДЕО. Охлаждение лазерной трубки
Почему необходимо охлаждать лазерную трубку СО2?
Во-первых, при высоких рабочих температурах снижается мощность излучателя, а по-другому, теряется его производительность. Во-вторых, высокие температуры влияют на ресурс лазерной трубки. По-хорошему, чем ниже температура, тем дольше трубка проработает.Оптимальная стабильная рабочая температура — 15-17 градусов. Можно меньше. Допускается и больше. Нам известны случаи работы лазерного излучателя с сохранением его рабочих характеристик при температуре охлаждающей жидкости в 26 градусов, но следует учитывать, что это не должно быть постоянной практикой. Избегайте перегрева.
При правильных условиях эксплуатации трубки могут эффективно работать годами. Именно поэтому им необходимо принудительное охлаждение теплоотводящей жидкостью.
Охлаждающая система лазерной трубки (СО2 излучателя)
По факту все выглядит достаточно просто. В лазерной трубке для охлаждающей жидкости предусмотрен специальный герметичный контур, в котором циркулирует жидкость. Попадает она в этот контур через специальный входной штуцер, а уходит через выходной или сливной. Это проточная система. Жидкость попадает в контур под давлением. Протекая, она поглощает избыточное тепло и так же под давлением выходит из трубки для охлаждения.
Чистота системы охлаждения
Всю систему охлаждения необходимо держать в чистоте и проверять, чтобы там не образовывалось осадков, отложений, грязи, не возникало цветения. Именно поэтому в систему охлаждения вы должны заливать проверенную охлаждающую жидкость, а также следить за ее герметичностью, чтобы загрязнения в нее не попадали из вне.В процессе эксплуатации в лазерной трубке вместе с охлаждающей жидкостью не должно быть пузырьков воздуха. Устанавливайте ее таким образом, чтобы выходной (сливной) штуцер был вверху.
И еще один совет, следите за чистотой полупрозрачного зеркала с внешней стороны (откуда выходит лазерный луч).
Какую охлаждающую жидкость применять
Мы рекомендуем применять в качестве охлаждающей жидкости дистиллированную воду, потому что она не содержит химических примесей, которые могут оседать в трубке, и если вода действительно дистиллированная, а это мертвая вода, то она цвести не должна.В случае эксплуатации лазерной трубки при температурах ниже нуля возможно использование антифриза (тосола). В зависимости от условий эксплуатации допускается разбавление антифриза водой в соответствующих пропорциях по инструкции производителя. Мы рекомендуем использовать антифриз проверенного производителя. Некачественный может навредить лазерной трубке и привести ее в негодность.
В чем разница между дистиллированной водой и антифризом для лазерного станка? Во-первых, у них разный коэффициент теплопередачи. У воды он больше, следовательно, она лучше забирает тепло от нагретого элемента, и лучше его отдает непосредственно в системе охлаждения лазерной трубки. Во-вторых, вода имеет большее электрическое сопротивление, а все антифризы — меньшее электрическое сопротивление, что сказывается на падении мощности. И это особенно необходимо учитывать при эксплуатации так называемых NO NAME СО2 лазерных трубок непонятного производителя, в которых в силу конструктивных особенностей может происходить утечка высокого напряжения именно по антифризу через микротрещины.
Можно ли использовать в качестве охлаждающей жидкости спирты и другие смеси? Можно, если это не навредит лазерной трубке. К примеру, допускается использование смеси дистиллированной воды и изопропилового спирта в расчете 1 литра спирта на 5-7 литров воды. Только имейте в виду, этот состав нельзя использовать при температуре окружающей среды ниже нуля.
Оборудование для системы охлаждения
Для охлаждения жидкости вы можете использовать как готовые стандартные решения, так и самостоятельно сконструировать агрегаты, к примеру, из деталей кондиционера, старого холодильника, а также, пивной охладитель.Каждое решение имеет право на жизнь. Но, делая выбор между дорогим — готовым, и дешевым — самопальным, вы должны понимать, что первое будет все-таки работать стабильнее второго, если вы не владеете навыками инженера.
Но, сэкономить можно и в том случае, если вы не Кулибин. Давайте разберемся во всем по-порядку.
Помпа прокачки воды + резервуар
Это самое простое решение, которое идет в комплекте каждого лазерного станка. Задача помпы — гонять жидкость по кругу. Они отличаются мощностью и размерами. Для маленьких полупрофессиональных лазерных станков подойдут маломощные небольшие, а для больших — крупнее с более совершенными характеристиками. Создавая систему охлаждения с помпой прокачки воды, озаботьтесь о ее герметичности, следите за тем, чтобы в жидкость не попадало грязи. Помимо этого герметичность обеспечит нормальную влажность в помещении, где будет эксплуатироваться лазерный станок.Какой резервуар с жидкостью следует использовать? Все зависит от мощности лазерной трубки и температуры окружающей среды. К примеру, в обычных условиях при температуре окружающей среды в 22 градуса для лазерного станка MCLaser 3020 с мощностью излучателя в 40 Вт или Kimian 4040 с лазерной трубкой в 50 Вт мы рекомендуем использовать резервуар объемом 80 литров.
Систему с помпой прокачки воды можно сделать с охлаждением, поставив, к примеру, резервуар в холодильник. Второй вариант — добавлять в резервуар лед. Некоторые замораживают воду в пластиковых бутылках.
За температурой жидкости в данном случае можно следить с помощью погружного термометра или установить контроллер.
Помните, что менять охлаждающую жидкость в такой системе можно только при выключенном лазерном станке.
Как подключать помпу к лазерному станку — смотрите в нашем видеообзоре.
Чиллеры для лазерного станка
Чиллеры относятся к готовым решениям с принудительным охлаждением. Условно их можно разделить на домашние и промышленные. Выбирают чиллер, ориентируясь на время эксплуатации станка в рабочую смену, объемы производства, температуры окружающего воздуха, мощность лазерной трубки.Недорогой CW-3000 представляет собой простую систему с принудительным воздушным охлаждением. Внутри этого чиллера стоит помпа прокачки воды, резервуар, на который дует вентилятор, а также система управления и сигнализации. CW-3000 не сможет охладить жидкость ниже температуры окружающего воздуха, поэтому не получится его использовать эффективно, если в помещении жарко. Помните, оптимальная рабочая температура лазерной трубки — 15-17 градусов.
Преимущество CW-3000 над системой охлаждения с помпой прокачки воды в том, что с ним вы сразу получите герметичную систему охлаждения лазерной трубки, а также систему оповещения, если охлаждающая жидкость перестанет циркулировать + он занимает меньше места в сравнении с 80-ти литровым резервуаром.
С CW-3000 возможно сделать систему с принудительным охлаждением. Первый способ — поставить чиллер в холодильник. Второй — сделать промежуточный резервуар и установить его в холодильник. Некоторые ставят его под кондиционер.
Чиллеры CW-5000 и CW-5200 — более совершенные промышленные агрегаты с принудительным охлаждением на базе хладогента, в качестве которого выступает фреон. В этих чиллерах вы можете настраивать диапазон рабочих температур.
У CW-5000 и CW-5200 помимо системы оповещения при сбое водного потока, есть индикация и звуковой сигнал при перегреве охлаждающей жидкости выше установленного значения.
Эти чиллеры можно смело использовать для охлаждения лазерных трубок мощностью до 100 Вт, для более мощных подойдут CW-6000, CW-6100 и другие старшие модели.
Пивной охладитель
Это альтернатива чиллерам. Принцип работы у него такой же, но стоит он в разы меньше.
Свое решение
В стремлении сэкономить можно нафантазировать много чего. Как говорится, на вкус и цвет товарищей нет. Главное, чтобы работало и давало результат.
Очистка системы охлаждения лазерного станка
Если вы столкнулись с загрязнениями в системе охлаждения, то в зависимости от их характера используйте необходимое средство. Избавиться от продуктов цветения (органики) можно, к примеру, погоняв по системе охлаждения раствор теплой щелочи. Если это налет накипи и отложения солей, то поможет теплый раствор с лимонной кислотой из расчета 100 грамм кислоты на 5 литров.
Требуется консультация по лазерным станкам с ЧПУ?
Отвечаем на все звонки, письма, сообщения и всегда рады гостям.
Пишите
[email protected]
Звоните
+7 (812) 309 50 46
+7 (499) 350 85 33
+7 (911) 972 62 63 + Viber, WhatsApp, Telegram
Заходите в гости
Санкт-Петербург, ул. Республиканская, 22, литера Е, помещение 4Ш
Мы работаем
пн.-пт. с 9:00 до 19:00 (мск)
Больше интересного во Вконтакте
- Полезные советы по лазерной резке и гравировке
- Секреты и лайфхаки
- Обзоры лазерного оборудования
- Макеты для лазерной резки
- Актуальные акции и скидки
Подписывайтесь
mclaser.ru
Лазерные трубки СО2
Лазерная трубка — одна из основных деталей лазерного станка. Благодаря ее особенностям, станок приобретает различные функции. Узнайте о новейших разработках и производителях лазерных трубок. А чтобы продлить срок их эксплуатации, узнайте особенности использования трубок.
Что такое лазерная трубка
Лазерная трубка — обязательный элемент всех лазерных станков.
Чтобы лазерный станок смог воздействовать на материал, происходит следующее:
Благодаря тому, что в лазерной трубке запаяна газообразная смесь из диоксида углерода (CO₂), азота (N₂) и гелия (He), а также под воздействием импульса (электрического разряда), в ней происходит особая химическая реакция. Результатом данной химической реакции является лазерный пучок или другими словами, регулируемый поток лазерного излучения. Лазерный пучок, в свою очередь, преобразуется в лазерный луч, который и дает возможность мощного воздействия на разнообразные материалы.
Мощностью лазерного луча можно управлять. Поэтому и функции у него разные:
Таким образом, лазерная трубка CO₂ дает возможность станку, как резать материал, так и гравировать его. Это и есть основные функции лазерного станка, которым управляет оператор. Углекислый газ, который лежит в основе газообразной смеси, дал название и лазерным трубкам CO₂.
Модель станка определяет и мощность лазерной трубки. Любая базовая модель лазерного станка укомплектована трубкой.
Разработчики стеклянных лазерных трубок CO₂ не останавливаются на достигнутом. Лидером в этой области являются лазерные трубки RECI. Их производит компания из Китая Beijing Reci Laser.
Срок эксплуатации лазерных трубок напрямую зависит от того, соблюдаются ли определенные правила и условия.
Некоторые особенности использования лазерной трубки
1.Лазерные трубки CO₂ будут работать без перебоев, если во время эксплуатации они будут своевременно охлаждаться. В противном случае, поломок не избежать. Производители лазерных станков Rabbit предусмотрели этот нюанс. Они дополнили свои станки системой водяного охлаждения лазерной трубки.
2.От блоков розжига зависит стабильная работа лазерных трубок. Чтобы лазерный станок работал бесперебойно и качественно, блока розжига и трубка должны иметь одинаковую мощность.
3.Во многих станках можно менять лазерные трубки, входящие в базовый комплект, на более мощные. В этом случае необходимо замененить и блок розжига на модель той же мощности, что у трубки (см. предыдущий пункт).
4.При установке и замене трубок, а также при их эксплуатации, необходимо строго соблюдать правила безопасности.
5.Лазерные трубки производства RECI имеют более продолжительный срок эксплуатации. При соблюдении правил использования, производитель гарантирует 10 тысяч часов работы. А это позволит значительно снизить как средства, так и время на установку.
6.Проверяя трубку, необходимо нанести ею пятно на пластик, фанеру или картон. Если оно приняло правильную круглую форму, это говорит, что трубка в исправном состоянии. Если же пятно приобрело любую другую форму, значит трубка нерабочая.
7.В процессе эксплуатации необходимо следить за тем, чтобы цвет полуотражающей линзы оставался светлым. Дело в том, что оптика на трубке устанавливается в производственных условиях. Это отражающее зеркало, с одной стороны, и полуотражающая линза, с другой. При использовании трубки важно следить, чтобы оптика не засорялась.
8.Есть специальный прибор для определения мощности лазерной трубки. Прибор показывает диаграмму мощности.
Если в процессе эксплуатации поступило предложение заправить трубку, то следует знать, что теоретически это возможно. Ведь это стеклянные трубки, наполненные газом. Однако при этом следует учитывать, что гарантий по продолжительности работы такой трубки, никто не даст.
Современный рынок предлагает лазерные трубки американских и европейских производителей. Однако у них совсем иные принципы работы. Изготовлены такие трубки из металла, имеют более длительный срок эксплуатации, могут перезаправляться.

Советы при покупке лазерной трубки
Покупая лазерные трубки RECI, необходимо:
Помните! Подделку можно определить по этикетке. У настоящей лазерной трубки срок эксплуатации значительно продолжительнее, чем у поддельной.
Наши предложения
Компания INTERLASER готова поставить лазерные станки Rabbit, в комплекте с лазерными трубками CO₂:
| Назначение | Мощность лазерной трубки (Вт) |
| Станки настольные лазерные и для граверов | 40 |
| Лазерно-гравировальные станки стандартных моделей | 60 |
| Широкоформатные и прфессиональные лазеры | 80 |
Все трубки, в зависимости от мощности обладают различными характеристиками. Это видно из таблицы, в которой в качестве параметров сквозной резки приведены данные по акрилу:
| Мощность лазерной трубки (Вт) | Параметры сквозной резки (мм) | Ресурс службы (ч) |
| 40 | 6 | 800 |
| 60 | 20 | 1 500 |
| 80 | 30 | 1 500 |
| Reci (80) | 33 | 10 000 |
Самые недорогие лазерные излучатели с длиной волны 10,6 мкм- это лазерные трубки СО2. Страна производитель лазерных трубок СО2- Китай. Лазерные трубки работают стабильно при постоянном охлаждении, с рабочей температурой 20-25 градусов. В паре с лазерной трубкой используется блок розжига той же мощности.
Компания INTERLASER следит за новинками и дает возможность покупателю приобрести трубки по последним разработкам и по выгодной цене.
interlaser.ru
Статьи » Как работает лазерная трубка и блок высокого напряжения?
Лазерная трубка представляет собой стеклянную колбу, имеющую 3 внутренние полости. Внутренняя и внешняя полость заполнены смесью газов СO2-N2-He, средняя полость предназначена для охлаждения лазерной трубки водой. На краях внутренней полости есть электроды (Анод и Катод), на которые подаётся электрический ток с блока высокого напряжения. При подаче тока происходит лазерное излучение.
Блок высокого напряжения — это блок питания лазерной трубки, который создаёт заряд с высоким напряжением, что позволяет лазерной трубке сгенерировать лазерный луч.
Принцип работы блока высокого напряжения:
— Включается сигнал на запуск блока.
— Срабатывает механизм поджига. Он поднимает напряжение до того момента, пока не начнется разряд (то есть, пока ток не потечет от катода к аноду). Если ток не потёк, то блок высокого напряжения поднимает напряжение до максимально возможного и может произойти следующее:
а) Блок высокого напряжения самостоятельно отключится;
б) Блок высокого напряжения продолжит выдавать максимально возможное напряжение, что быстро выведет из строя его катушки зажигания и приведет блок в негодность.
— Когда ток потечет в лазерной трубке, в блоке высокого напряжения включается стабилизатор тока. Он поддерживает заданную силу тока в цепи вне зависимости от изменения нагрузки в электроцепи.
Основные характеристики тока, передаваемого от блока высокого напряжения к лазерной трубке — это напряжение и сила тока.
Напряжение (кВ) — это работа по переносу электрического заряда от катода к аноду. У различных лазерных трубок различное необходимое напряжение для розжига. У лазерных трубок есть характеристика «Напряжение розжига» и «Рабочее напряжение». «Напряжение розжига» — это та работа, которая позволяет «соединить» катод и анод лазерной трубки, чтобы от катода к аноду потёк ток. После того, как соединение установилось, напряжение уменьшается, и лазерная трубка работает на пониженном напряжении, называемом «Рабочим напряжением».
Сила тока (мА) — это количество заряда, переносимого за 1 единицу времени. Увеличение силы тока увеличивает количество заряда, переносимое по лазерной трубке.
Для работы лазерной трубки требуется следующее:
I. Наличие в лазерной трубке вещества, в котором есть нестабильные уровни.
В нашем случае, данным веществом выступает газ СО2 и He.
II. Создание инверсной заселенности.
Инверсная заселенность — состояние квантовой среды, когда число заряженных частиц (ε2) больше незаряженных (ε1).
Если в активной среде создана инверсная заселенность, то излучение одного атома может повлиять на излучение других атомов (сверхизлучение).
Инверсная заселенность создаётся в лазерной трубке при помощи электрического разряда. Воздействие внешнего электромагнитного поля на газовую среду лазерной трубки (смесь СO2-N2-He) приводит к образованию в ней ионов и свободных электронов с дополнительной кинетической энергией, которые, сталкиваясь с нейтральными атомами СО2, передают им свою дополнительную энергию, переводя их в возбуждённое состояние (ε2).
Чтобы в лазерной трубке создалась инверсная заселенность (ε2> ε1), необходимо достаточно заряда, который увеличивается пропорционально силе тока (мА).
Генерация лазерного излучения возникает именно тогда, когда инверсия заселенности достигает некоторого критического значения. При малых токах накачки (мА) менее половины атомов активной среды лазерной трубки находится в возбужденном состоянии. При увеличении тока накачки (мА) достигается инверсия заселенности.
Каждая заряженная частица всегда будет стремиться вернуться в своё первоначальное состояние (ε2-> ε1). Это один из принципов квантовой физики. В результате перехода частицы из возбужденного состояния в обычное происходит выделение электромагнитной волны (фотона).
Возбужденные частицы способны испускать новые фотоны:
а) Спонтанно.
При этом новообразовавшийся фотон излучается неупорядоченно (некогерентно), что не позволяет наращивать мощность основного потока лазерного излучения. Является своеобразной «затравкой» в процессе усиления и возбуждения колебания частиц.
б) Вынужденно.
Вынужденное излучение фотона обычно происходит в результате:
1) Столкновений заряженной частицы СО2 с нейтральным атомом или фотоном. В результате такого столкновения столкнувшийся фотон создаёт новый фотон, которые когерентны друг другу. Ключевой момент в том, что второй фотон имеет ту же частоту, фазу, направление и поляризацию, что и первый, это свойство делает возможным процесс оптического усиления, т.е. создания лазерного излучения.
2) Резонансная передача энергии от атомов N2. В результате поглощения электромагнитного поля атомы N2 получают дополнительную кинетическую энергию, которую выделяют в виде колебаний (резонанса), который в свою очередь передается возбужденным атомам СО2 и приводит их к вынужденному излучению фотона.
3) Воздействия внешнего электромагнитного поля. Важно, что при инверсной заселенности преобладают вынужденные переходы (вынужденно излучение) с излучением когерентных фотонов. При этом потери энергии от переходов частиц в заряженное состояние становится незначительным.
При передаче энергии устройством накачки в активную среду возникает избыток возбужденных атомов. Спонтанные фотоны, возникающие внутри активной среды, взаимодействуют с возбужденными атомами и, в конечном счёте, инициируют мощную лавину вынужденно испущенных фотонов, которые и образуют лазерный луч.
III. Создание положительной обратной связи (оптический резонатор).
Оптический резонатор состоит из стеклянной колбы, слева и справа которой впаяны 2 зеркала: одно непрозрачное (коэффициент отражения 0,98), другое — полупрозрачное (коэффициент пропускания 0,5).
В оптическом резонаторе в результате отражения происходит интерференция волн. Волна, идущая вблизи оси резонатора, усиливается в активной среде и периодически отражается от зеркал. При каждом отражении волна частично проходит через полупрозрачное зеркало и покидает резонатор. Отражённая волна усиливается и при следующем отражении снова частично выходит из резонатора. Для того, чтобы пропущенный свет фотонов можно было использовать, необходима достаточно мощная лавина когерентных фотонов.
При любом отклонении от горизонтальной оси резонатора волна отклоняется от горизонтальной оси всё в большей степени и может оказаться за пределами резонатора.
Если взять всё вышеописанное, то получается следующее: напряжение электрического тока переводит частицы молекул СО2 и He на высший энергетический уровень. Частицы с высоким энергетическим уровнем сталкиваются с другими частицами и испускают фотоны, которые собираются в общий поток, многократно отражаются от зеркал и в конце концов выходят через полупрозрачное зеркало в виде лазерного излучения.
Как было написано выше, газовая смесь в лазерной трубке состоит из смеси углекислого газа, азота и гелия. Обычно пропорции газов такие:
1хCO2 + 2xN2 + 7xHe или 1xCO2 + 1xN2 + 8xHe или 1xCO2 + 6xN2 + 12xHe
СО2— основной компонент газовой смеси, в молекулах которого есть нестабильные уровни. В результате переходов этих атомов от одних уровней к другим поглощается или выделяется энергия. Поглощается обычно энергия электромагнитного поля, создаваемая лазерной трубкой вкупе с блоком высокого напряжения. Выделяется энергия в виде фотона.
N2 – дополнительный компонент газовой смеси, который является хорошим резонатором. Поглощая энергию, азот переводит 95% такой энергии в колебания. Эти колебания переходят к молекулам СО2, что заставляет их двигаться и сталкиваться между собой.
Не — многофункциональный компонент газовой смеси. Во-первых, он увеличивает скорость и эффективность опустошения верхних энергетических уровней, т.е. увеличивает скорость и эффективность испускания новых фотонов. Во-вторых, высокая теплопроводность гелия поддерживает быстрый вывод тепла из активной среды, что поддерживает низкую температуру СО2. Низкая же температура СО2 в свою очередь не позволяет создать высокую заселенность низких энергетических уровней, что увеличивает количество заряженных частиц, которые способны испустить новые фотона. В-третьих, высокая теплопроводность гелия уменьшает скорость деградации газа СО2:
Q + 2CO2 → 2CO + O2, где Q – тепло
Атомы гелия настолько малы, что способны без какого-либо внешнего воздействия произвольно проходить сквозь кристаллическую решетку стекла, используемого для создания лазерной трубки. Это означает, что с течением времени гелий из газовой смеси лазерной трубки будет испаряться. Таким образом, залежалая трубка в отсутствии достаточного количества атомов гелия не позволит эффективно использовать все имеющиеся молекулы СО2, а так же увеличит скорость распада СО2. Это проявится в низкой мощности излучения и быстрого истощения лазерной трубки.
Для ионизации частиц газа в лазерной трубке необходимо высокого напряжение, генерируемое блоком высокого напряжения. При пробоях на контактах анода и катода лазерной трубки и истощении газовой смеси напряжение, необходимое для розжига трубки (получения обратной связи), возрастает, сопротивление лазерной трубки так же увеличивается. В определенный момент понадобится напряжение такой мощности, что блок высокого напряжения не справится с задачей «поджига» лазерной трубки и может произойти электрический пробой внутри блока. В результате такого пробоя электрический ток попадёт на металлический корпус блока высокого напряжения, откуда дальше потечет в другие электронные компоненты станка, а так же в тело человека, который в тот момент будет касаться станка. Чтобы избежать выхода из строя блока высокого напряжения и других сопряженных с ним элементов (в т.ч. лазерной трубки), необходимо качественно изолировать контакты соединения лазерной трубки и блока высокого напряжения и заземлять блок высокого напряжения.
Увеличение силы тока увеличивает кол-во заряда, переносимого от катода к анода в лазерной трубке. Увеличение заряда увеличит количество частиц в газовой смеси (в активной среде), участвующих в образовании фотонов и создании электромагнитной волны, которая на выходе из лазерной трубки проявится как лазерное излучение. Но нельзя забывать, что контакты внутри лазерной трубки рассчитаны на определенное максимальное количество заряда, способное проводить в единицу времени. Это означает, что при превышении максимально возможной силы тока, анод будет разрушаться, частицы его будут попадать в газовую смесь лазерной трубки, отравлять её и способствовать более быстрому выходу из строя лазерного излучателя. К тому же и сам контакт может в итоге выйти из строя, что так же приведёт лазерную трубку в негодность.
Лазерная трубка имеет обратную вольт-амперную характеристику, поэтому чем больше сила тока, тем меньше напряжение. При маленькой силе тока напряжение настолько велико, что возрастает опасность пробоя блока высокого напряжения.
Для описания параметров тока лазерной трубки есть 2 важнейших параметра: напряжение (кВ) и сила тока (мА). Напряжение можно рассматривать как некоторую величину, необходимую для розжига лазерной трубки. В дальнейшем величина «рабочего напряжения» будет ниже «напряжения розжига». Значит, при выборе блока высокого напряжения к лазерной трубке необходимо, чтобы блок высокого напряжения был способен выдавать как минимум такую величину напряжения, чтобы суметь зажечь лазерную трубку. Практический смысл в том, что для розжига маломощных трубок в принципе можно использовать блоки, рассчитанные на более мощные лазерные трубки. А вот ставить на маломощные блоки трубки с высокой мощностью не рекомендуется, потому что если блок не сможет разжечь лазерную трубку, то он будет повышать мощность до тех пор, пока не выйдет из строя. Перейдём к силе тока: важно не подавать на лазерную трубку силу тока, которая не рассчитана для данной модели трубки. Превышение силы тока выведет из строя контакты лазерной трубки, что приведет её к быстрому истощению и негодности.
Таблица 1 Характеристики лазерных трубок
|
Трубка |
Сила тока (мА) |
Рекомендуемая сила тока при длительных нагрузках (мА) |
Напряжение розжига (кВ) |
|
Aipulong 50 вт |
18-22 |
20 |
21-22 |
|
Tongli 50 вт |
18-22 |
20 |
21-22 |
|
Aipulong 60 вт |
25 |
23 |
24 |
|
Lasea 60 вт |
22 |
20 |
19 |
|
Aipulong 80 вт |
28 |
23 |
28 |
|
Lasea 80 вт |
28 |
25 |
28 |
|
Lasea F2 80-95 вт |
28 |
26 |
19 |
|
Reci S2 90-100 вт |
25-29 |
25 |
19 |
|
Yongli A2 80-100 вт |
26 |
24 |
25 |
|
Lasea F4 100-120 вт |
30 |
28 |
24 |
|
Reci S4 100-130 вт |
26-30 |
26 |
24 |
|
Reci S6 130-150 вт |
32 |
28 |
28 |
|
Lasea F6 130-150 вт |
30 |
28 |
28 |
|
Reci S8 150-180 вт |
32 |
28 |
30 |
|
Lasea F8 150-180 вт |
32 |
30 |
30 |
Таблица 2 Характеристики блоков высокого напряжения
|
Блок высокого напряжения |
Сила тока max (мА) |
Напряжение max (кВ) |
|
HY-T40 |
20 |
22 |
|
HY-T50 |
22 |
25 |
|
HY-T60 |
24 |
35 |
|
HY-T80 |
28 |
40 |
|
Reci DY-10 |
28 |
35 |
|
Reci DY-13 |
30 |
40 |
|
Reci DY-20 |
35 |
40 |
|
Lasea F80 |
28 |
40 |
|
Lasea F100 |
32 |
45 |
Таблица 3 Лазерные трубки и подходящие к ним блоки высокого напряжения
|
Трубка |
Блок для рекомендованной силы тока (с ограничением по силе тока) |
Блок для максимальной силы тока (с ограничением по силе тока) |
Подходящий блок |
|
Aipulong 50 вт |
От HY-T50 |
От HY-T60 |
HY-T50 |
|
Tongli 50 вт |
От HY-T50 |
От HY-T60 |
HY-T50 |
|
Aipulong 60 вт |
От HY-T60 |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T60 |
|
Lasea 60 вт |
От HY-T50 |
От HY-T60 |
HY-T50 |
|
Aipulong 80 вт |
От HY-T60 |
HY-T80, DY-10, DY-20, F80, F100 |
HY-T60, DY-10 |
|
Lasea 80 вт |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T80, DY-10, F80 |
|
Lasea F2 80-95 вт |
HY-T80, DY-10, DY-13, DY-20, F80, F100 |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T80, DY-10, F80 |
|
Reci S2 90-100 вт |
HY-T60, HY-T80, DY-10, DY-13, DY-20, F80, F100 |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T80, DY-10, F80 |
|
Yongli A2 80-100 вт |
HY-T60, HY-T80, DY-10, DY-13, DY-20, F80, F100 |
HY-T80, DY-13, DY-20, F80, F100 |
HY-T60, DY-10 |
|
Lasea F4 100-120 вт |
HY-T80, DY-13, DY-20, F80, F100 |
DY-20, F100 |
HY-T80, DY-13, F80 |
|
Reci S4 100-130 вт |
HY-T80, DY-13, DY-20, F80, F100 |
DY-20, F100 |
HY-T80, DY-13, F80 |
|
Reci S6 130-150 вт |
HY-T80, DY-13, DY-20, F80, F100 |
DY-20, F100 |
F100 |
|
Lasea F6 130-150 вт |
HY-T80, DY-13, DY-20, F80, F100 |
DY-20, F100 |
HY-T80, DY-13, F80 |
|
Reci S8 150-180 вт |
HY-T80, DY-13, DY-20, F80, F100 |
DY-20, F100 |
F100 |
|
Lasea F8 150-180 вт |
F100, DY20 |
DY-20, F100 |
F100 |
Ограничить силу тока можно 2-мя путями:
1. Настроить блок высокого напряжения, чтобы он максимально выдавал силу тока именно такую, которая подошла бы вашей лазерной трубке.
2. Не использовать блок высокого напряжения на 100% мощности, таким образом вы вручную находите некий предел мощности (в процентах), выше которого использование вашего блока высокого напряжения будет губительно для вашей лазерной трубки.
Мощность лазерной трубки можно увеличить несколькими способами, один из которых доступен даже потребителю:
1. Изменить состав катода.
Катод лазерной трубки можно покрыть золотом.
2. Увеличить длину лазерной трубки или её диаметр.
Одной из характеристик, описывающих резонатор Фабри-Перо, который используется в лазерных трубках, является Добротность резонатора (Q). Приблизительно характеристику добротности можно описать как отношение мощности запасенной энергии к мощности потерь энергии. Добротность будет выше, если резонатор способен запасти больше энергии, или же потери энергии в результате отражений будет меньше. Одна из формул, которой можно описать Добротность (Q) выглядит так:
Q = 2πL
λ * (1-r), где
Q – добротность
L – длина резонатора
λ — длина волны
r – коэффициент отражения зеркала резонатора
Отсюда видно, что при увеличении показателя L (длины резонатора) в числителе, мы увеличиваем добротность. Увеличивая показатель r (коэффициента отражения оптического элемента) мы снижаем значение знаменателя, что опять же увеличивает добротность.
3. Сильно охладить лазерную трубку.
При низких температурах возбужденных частиц в лазерной трубке становится больше, к тому же уменьшается скорость деградации газовой смеси. Но помните, что охлаждать надо с умом!
Так же есть один из доступных способов охлаждения лазерной трубки до температуры ниже точки росы: провести разные контуры охлаждения для оптики лазерной трубки и остальной её части. Для этого необходимо создать дополнительный контур охлаждения вокруг оптики лазерной трубки, куда подавать воду на 2-3 градуса выше точки росы во избежание запотевания. Например, обмотать вокруг оптических элементов тонкие силиконовые трубки, через которые подавать теплую воду.
Лазерные трубки обычно рассчитаны работать при температурах от +10 до +40 градусов по цельсию. Но, как было написано выше, чем меньше температура эксплуатации газа СО2, тем медленнее будет происходит его распад. Оптимальной температурой эксплуатации в помещении с температурой +25 градусов по цельсию и влажностью 45-55% считается +14 градусов по цельсию. То есть, температура жидкости, охлаждающей трубку, должна быть +14 градусов по цельсию. Можно было бы охладить трубку ещё больше, но возникает проблема в оптическом резонаторе лазерной трубки. По краям резонатора стоят зеркала, которые способны запотевать при достижении точки росы. Запотевшее полупрозрачное зеркало сильно снижает его способность к пропуску лазерного излучения. Поэтому температура охлаждающей жидкости должна быть выше на 2-3 градуса по цельсию рассчитанной точки росы для помещения, в котором находится лазерная трубка. Так же надо учесть, что при приближении к точке росы на оптике лазерной трубки будет возникать конденсат. Если этот конденсат образуется на контактах лазерной трубки, то это может вывести из строя и трубку, и блок высокого напряжения. Хорошая изоляция контактов поможет избежать возникновения данной ситуации. Охлаждать трубку можно не только дистиллированной водой, но и различными хладагентами, в т.ч. антифризом. Но это имеет смысл делать только в тех случаях, когда температура и влажность помещения позволяет охлаждать лазерную трубку до отрицательных температур. Стоит так же помнить, что теплоемкость антифриза на 25% ниже теплоемкости воды, так что вода как охладитель эффективнее на четверть. Возбужденные частицы в активной среде лазерной трубки испускают светимость. Это проявляется в красном, иногда фиолетовом свете, исходящим от потока лазерного излучения внутри лазерной трубки, который движется вдоль оси резонатора. Чем больше атомов участвует в создании электромагнитной волны, тем насыщеннее будет свет внутри лазерной трубки. Свечение газа в данном случае — это колебание молекул с одинаковой частотой. С истощением газовой смеси цвет излучения внутри трубки будет белеть. Но белый луч внутри лазерной трубки говорит не только об истощении газовой смеси. При высоких температурах охлаждающей жидкости, начиная от 23-25 градусов по цельсию, мощность лазерной трубки может заметно снизиться и луч побелеет. Это говорит о перегреве газовой смеси: заселяются нижние энергетические уровни, лазерная трубка не может эффективно использовать имеющиеся в её распоряжении атомы СО2; увеличивается скорость распада СО2.
Таблица 4 Подбор чиллера для охлаждения лазерной трубки
|
Трубка |
Мощность (Вт) |
Общее выделяемое тепло (при КПД трубки = 10%) (Вт) |
Чиллер |
|
Tongli, aipulong |
50 |
500 |
3000/5000 |
|
Lasea Cl-1200, aipulong |
60 |
600 |
5000 |
|
Lasea Cl-1600, aipulong |
80 |
800 |
5000/5200 |
|
Lasea F2 |
90 |
900 |
5200 |
|
Reci S2 |
100 |
1000 |
5200 |
|
Lasea F4 |
110 |
1100 |
5200 |
|
Reci S4 |
120 |
1200 |
5200 |
|
Lasea F6/Reci S6 |
140 |
1400 |
5200 |
|
Lasea F8/Reci S8 |
160 |
1600 |
5200/6100/6200 |
|
Tongli, aipulong — 2 шт. |
100 |
1000 |
5200 |
|
Lasea Cl-1200, aipulong — 2 шт. |
120 |
1200 |
5200 |
|
Lasea Cl-1600, aipulong — 2 шт. |
160 |
1600 |
5200/6100/6200 |
|
Lasea F2 — 2 шт. |
180 |
1800 |
6100/6200 |
|
Reci S2 — 2 шт. |
200 |
2000 |
6100/6200 |
|
Lasea F4 — 2 шт. |
220 |
2200 |
6100/6200 |
|
Reci S4 — 2 шт. |
240 |
2400 |
6100/6200 |
|
Lasea F6/Reci S6 — 2 шт. |
280 |
2800 |
6100/6200 |
|
Lasea F8/Reci S8 — 2 шт. |
320 |
3200 |
6100/6200 |
Табица 5 Основные характеристики чиллеров
|
Чиллер |
Мощность охлаждения (кВт) |
Сила потока воды (л/мин) |
|
3000 AG |
- |
10 |
|
5000 AG |
0,69 |
10 |
|
5200 AG |
1,49 |
10 |
|
6100 AH |
4,13 |
12 |
|
6200 AH |
5,13 |
12 |
iqcnc.ru
Лазерные трубки СО2
- Подробности
Создано: 29 октября 2015
Просмотров: 7561
Лазерная трубка — одна из основных деталей лазерного станка. Благодаря ее особенностям, станок приобретает различные функции. Узнайте о новейших разработках и производителях лазерных трубок. А чтобы продлить срок их эксплуатации, узнайте особенности использования трубок.
Что такое лазерная трубка
Лазерная трубка — обязательный элемент всех лазерных станков.
Чтобы лазерный станок смог воздействовать на материал, происходит следующее:
Благодаря тому, что в лазерной трубке запаяна газообразная смесь из диоксида углерода (CO₂), азота (N₂) и гелия (He), а также под воздействием импульса (электрического разряда), в ней происходит особая химическая реакция. Результатом данной химической реакции является лазерный пучок или другими словами, регулируемый поток лазерного излучения. Лазерный пучок, в свою очередь, преобразуется в лазерный луч, который и дает возможность мощного воздействия на разнообразные материалы.
Мощностью лазерного луча можно управлять. Поэтому и функции у него разные:
Таким образом, лазерная трубка CO₂ дает возможность станку, как резать материал, так и гравировать его. Это и есть основные функции лазерного станка, которым управляет оператор. Углекислый газ, который лежит в основе газообразной смеси, дал название и лазерным трубкам CO₂.
Модель станка определяет и мощность лазерной трубки. Любая базовая модель лазерного станка укомплектована трубкой.
Разработчики стеклянных лазерных трубок CO₂ не останавливаются на достигнутом. Лидером в этой области являются лазерные трубки RECI. Их производит компания из Китая Beijing Reci Laser.
Срок эксплуатации лазерных трубок напрямую зависит от того, соблюдаются ли определенные правила и условия.
Некоторые особенности использования лазерной трубки
1.Лазерные трубки CO₂ будут работать без перебоев, если во время эксплуатации они будут своевременно охлаждаться. В противном случае, поломок не избежать. Производители лазерных станков Rabbit предусмотрели этот нюанс. Они дополнили свои станки системой водяного охлаждения лазерной трубки.
2.От блоков розжига зависит стабильная работа лазерных трубок. Чтобы лазерный станок работал бесперебойно и качественно, блока розжига и трубка должны иметь одинаковую мощность.
3.Во многих станках можно менять лазерные трубки, входящие в базовый комплект, на более мощные. В этом случае необходимо замененить и блок розжига на модель той же мощности, что у трубки (см. предыдущий пункт).
4.При установке и замене трубок, а также при их эксплуатации, необходимо строго соблюдать правила безопасности.
5.Лазерные трубки производства RECI имеют более продолжительный срок эксплуатации. При соблюдении правил использования, производитель гарантирует 10 тысяч часов работы. А это позволит значительно снизить как средства, так и время на установку.
6.Проверяя трубку, необходимо нанести ею пятно на пластик, фанеру или картон. Если оно приняло правильную круглую форму, это говорит, что трубка в исправном состоянии. Если же пятно приобрело любую другую форму, значит трубка нерабочая.
7.В процессе эксплуатации необходимо следить за тем, чтобы цвет полуотражающей линзы оставался светлым. Дело в том, что оптика на трубке устанавливается в производственных условиях. Это отражающее зеркало, с одной стороны, и полуотражающая линза, с другой. При использовании трубки важно следить, чтобы оптика не засорялась.
8.Есть специальный прибор для определения мощности лазерной трубки. Прибор показывает диаграмму мощности.
Если в процессе эксплуатации поступило предложение заправить трубку, то следует знать, что теоретически это возможно. Ведь это стеклянные трубки, наполненные газом. Однако при этом следует учитывать, что гарантий по продолжительности работы такой трубки, никто не даст.
Современный рынок предлагает лазерные трубки американских и европейских производителей. Однако у них совсем иные принципы работы. Изготовлены такие трубки из металла, имеют более длительный срок эксплуатации, могут перезаправляться.
Советы при покупке лазерной трубки
Покупая лазерные трубки RECI, необходимо:
Помните! Подделку можно определить по этикетке. У настоящей лазерной трубки срок эксплуатации значительно продолжительнее, чем у поддельной.
Наши предложения
Компания INTERLASER готова поставить лазерные станки Rabbit, в комплекте с лазерными трубками CO₂:
| Назначение | Мощность лазерной трубки (Вт) |
| Станки настольные лазерные и для граверов | 40 |
| Лазерно-гравировальные станки стандартных моделей | 60 |
| Широкоформатные и прфессиональные лазеры | 80 |
Все трубки, в зависимости от мощности обладают различными характеристиками. Это видно из таблицы, в которой в качестве параметров сквозной резки приведены данные по акрилу:
| Мощность лазерной трубки (Вт) | Параметры сквозной резки (мм) | Ресурс службы (ч) |
| 40 | 6 | 800 |
| 60 | 20 | 1 500 |
| 80 | 30 | 1 500 |
| Reci (80) | 33 | 10 000 |
Самые недорогие лазерные излучатели с длиной волны 10,6 мкм- это лазерные трубки СО2. Страна производитель лазерных трубок СО2- Китай. Лазерные трубки работают стабильно при постоянном охлаждении, с рабочей температурой 20-25 градусов. В паре с лазерной трубкой используется блок розжига той же мощности.
Компания INTERLASER следит за новинками и дает возможность покупателю приобрести трубки по последним разработкам и по выгодной цене.
interlaser.ru
Виды, отличия, назначение и ресурс лазерных трубок станков
Лазерные станки с ЧПУ произвели настоящую революцию в обрабатывающей промышленности. С появлением технологии бесконтактной обработки лазером, стала доступной работа с такими материалами как ткань, кожа, бумага — хотя раньше их станочная (а тем более автоматическая) обработка была крайне затруднена. В дополнение к этому, стоимость лазерных станков с ЧПУ постепенно снизилась настолько, что подобное оборудование могут приобрести даже для малых предприятий и частные мастерские. И это при том, что «бюджетные» модели лазерных станков лишь незначительно уступают в производительности, но обеспечивают столь же высокое качество обработки, что и промышленные «собратья».
Устройство оптической системы лазерного станка с ЧПУ
Для генерации лазерного излучения нужен источник — активная среда. В качестве таковой в большинстве недорогих моделей лазерных станков с ЧПУ используется газовая трубка — стеклянная колба, заполненная смесью СО2, азота и гелия. Газовые лазеры имеют стабильную характеристику излучения и отлично подходят для резки и гравировки различных материалов (и даже металлов — с некоторыми ограничениями). Кроме того, газовые лазеры отличаются высокой экономичностью работы.
При подаче высокого напряжения лазерная трубка генерирует монохромное излучение. Испускаемый луч через систему отражающих зеркал фокусируется при помощи специальной линзы на поверхности обрабатываемой заготовки. Лазерный излучатель закреплён на подвижном портале и способен совершать сложное пространственное движение над заготовкой. За позиционирование излучателя отвечает система ЧПУ — микроконтроллер генерирует управляющие импульсы-команды на движение портала в соответствие с заложенной в память программой. Таким образом, лазерный станок с ЧПУ способен выполнять сложную фигурную обработку — вплоть до создания 3D-изделий.
Конструкция лазерной трубки
Вне зависимости от конкретного производителя, все газовые лазерные трубки построены по единой конструктивной схеме. Они представляют собой полый вытянутый стеклянный цилиндр, длиной от 0,6 до 1,6 м. Один конец трубки запаян наглухо, а с другого через «первичную» линзу испускается генерируемое излучение. Внутренне пространство лазерной трубки заполнено газовой смесью — активной средой для генерации лазера. Подача напряжения к активной среде осуществляется с помощью специальных токопроводящих контактов.
Одним из наиболее существенных недостатков газовых лазеров является их повышенная теплоотдача при работе. Для отвода излишков тепла лазерная трубка снабжена жидкостной системой охлаждения. Охлаждающая вода подаётся в специальную полость трубки (двойные стеклянные стенки корпуса образуют своеобразную «рубашку» охлаждения) под действием внешнего насоса. Для подачи и слива воды трубка имеет специальные патрубки с обоих торцов.
Поскольку корпус лазерной трубки сделан из хрупкого стекла, необходимо соблюдать крайнюю осторожность при транспортировке, хранении и установки трубки на станок (особенно при подключении электропитания и шлангов системы охлаждения к торчащим из корпуса контактам и патрубкам).
Виды лазерных трубок
Ниже перечислены типы и производители лазерных трубок с активной газовой средой в порядке возрастания их стоимости и качества.
- Китайские изделия «no name» — стеклянные лазерные трубки очень низкого качества. Срок службы может составлять от 10 до 1500 часов (т. е. всего две рабочие недели).
- Китайские стеклянные трубки производства «Ченду» — отличаются от предыдущих лучшей вклейкой оптических линз и стабильностью работы. Имеют латунную рубашку охлаждения (обеспечивающую лучший теплоотвод). Ресурс составляет от 1500 до 3000 рабочих часов.
- Китайские трубки RECI — лишены охлаждения оптики, от предыдущих трубок отличаются укороченным корпусом большего диаметра (габаритные особенности следует учитывать при установке в конкретный станок). Очень чувствительны к температуре охлаждающей воды (в системе охлаждения лазерного станка рекомендуется использовать фреоновый чиллер). Высоковольтные контакты трубок RECI крепятся к специальным клеммам (а не припаиваются — как в трубках других производителей) и снабжены надёжной изоляцией, что значительно облегчает монтаж. В качестве номинальной мощности для трубок RECI обычно указывается не пиковая величина, а средний стабильный максимум. Таким образом, в сравнении с аналогами трубки RECI оказываются немного мощнее. Срок службы составляет до 10 тыс. часов (при строгом соблюдении условий эксплуатации, рекомендованных производителем). Среднее же значение ресурса, как правило, не превышает 5-7 тыс. часов.
- Ряд китайских производителей выпускает трубки, аналогичные RECI, но с увеличенной мощностью (за счёт многоконтурного газоразрядного канала).
- Китайские трубки «RF-tube» — аналогичны изделиям фирмы «SYNRAD», но отличаются меньшей ценой. Сопоставимы по качеству, но ресурс трубок «RF-tube» несколько ниже аналогов от «SYNRAD».
- За исключением последней марки, все лазерные трубки китайского производства рассчитаны на работы со «своим» высоковольтным блоком питания.
Лазерные трубки более известных брендов, как правило, имеют развёрнутое описание (с иллюстрациями и чертежами), поэтому найти информацию об их характеристиках и особенностях работы не составляет труда. Правда такие трубки обычно значительно дороже китайских аналогов — что не всегда сопутствует выигрышу в качестве.
infolaser.ru
Статьи » Модовость лазерной трубки СО2
Мода лазерного резонатора – это стоячая электромагнитная волна.
Основа лазера — это резонатор. И его размеры жёстко связаны с длиной волны излучения. В частности, длина резонатора должна быть кратна половине длины излучения.
Излучение основной моды — это процесс, когда луч света, прежде чем выбраться за пределы резонатора и стать выходным излучением, пробегает точно по оси резонатора (или точно параллельно оси) и при отражении от прозрачного и полупрозрачного зеркал набирает силу для прохождения полупрозрачного зеркала и выхода из трубки.
Все стеклянные лазерные трубки CO2 являются многомодовыми, от качества внутренней юстировки оптического тракта трубки, производимой на заводе-изготовителе, в целом зависит качество выдаваемого трубкой луча, наилучшим результатом указанной юстировки является пятно формы ТЕМ00, данная форма луча позволяет генерировать сфокусированный лазерный луч заявленной мощности и плотности в пятно малых размеров, которое позволит как качественно резать материалы, так и гравировать с ожидаемым результатом.
Помимо сфокусированной центральной моды, выходящей из трубки, существуют и другие моды, которые не попадают по направлению в центральную моду и соответственно остаются внутри контура трубки, в связи с этим и считается, что все стеклянные трубки многомодовы.

Относительно качества изготовления лазерной трубки при использовании указанных трубок в лазерных станках считается общепринятым стандартом нормальной формы луча трубки для соответствующей работы станка — форма ТЕМ00.
Остальные формы моды не позволяют трубке работать на заявленной производителем мощности и выполнять поставленные задачи резки и гравировки материалов. Чаще измененная форма моды, отличающаяся от ТЕМ00 не позволяет прорезать материалы на ту глубину, резку которой обеспечит трубка с соответствующей центральной модой. При гравировке пропадает точность за счет отсутствия сфокусированного тонкого луча на выходе из сопла, при этом гравировка может двоиться, а также расплываться.
Моды бывают различной формы (TEM):
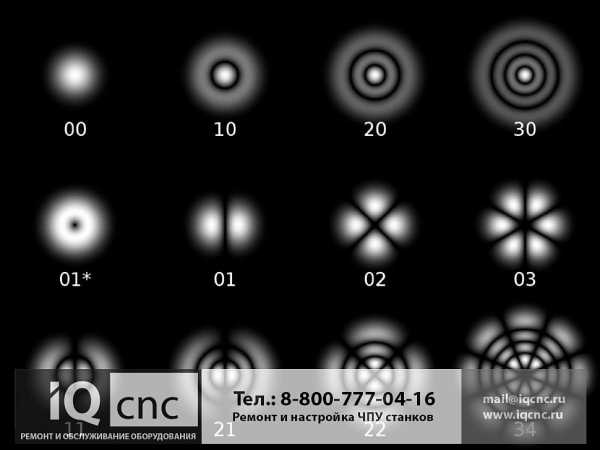
Моду лазера можно различить по тому, под какими углами выходят лучи через полупрозрачное зеркало из лазерной трубки. Чаще всего встречающиеся виды многомодовости:
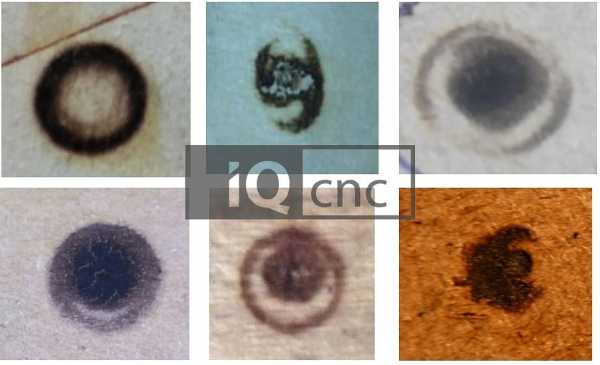
iqcnc.ru
