
Заточка токарных резцов по металлу — инструмент, угля и порядок заточки резцов
Заточка резца необходима для придания требуемой формы и угла рабочей поверхности. Производится она при превышении допустимых параметров износа резца, или перед началом работы новым инструментом. Данная операция позволяет значительно продлить срок эксплуатации оснастки, но требует строго соблюдения технологии работ.
Когда необходима заточка резца
В процессе точения происходит трение стружки о переднюю поверхность инструмента и обрабатываемой детали о заднюю в зоне реза. При одновременном значительном повышении температуры происходит постепенный износ детали.
При превышении максимально допустимой величины износа резец не может быть использован для дальнейшего проведения работ и требует заточки и доводки по передней и задней поверхности.
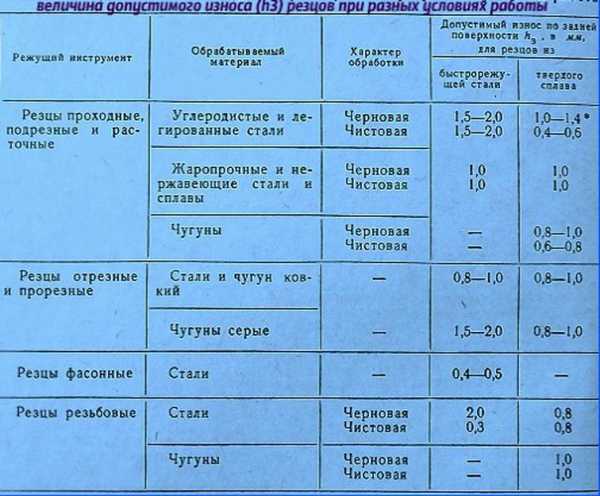
Допустимая величина износа указана в таблице ниже
Инструмент для заточки
Для абразивной заточки резца может быть использован заточной или токарный станок. Для твердосплавного инструмента используется зеленый карборунд средней твердости. Для первичной обработки абразив круга должен составлять 36-46, при завершении процесса – 60-80. Для высокого качества заточки необходим целый круг, без дефектов и нарушения геометрии.
Для заточки токарных резцов широко применяются и алмазные круги, что обеспечивает высокую чистоту режущих поверхностей. В сравнении с карборундовыми кругами чистота поверхности резца повышается на два класса, увеличивается производительность работ. Применение алмазных кругов увеличивает и ресурс работы инструмента – возможное количество переточек резца увеличивается на 20-30%. Но следует учесть, что экономически целесообразно применение заточки алмазным инструментом при припуске не более 0,2 мм. При большем значении рекомендует предварительная заточка карборундовым кругом.
Порядок и особенности
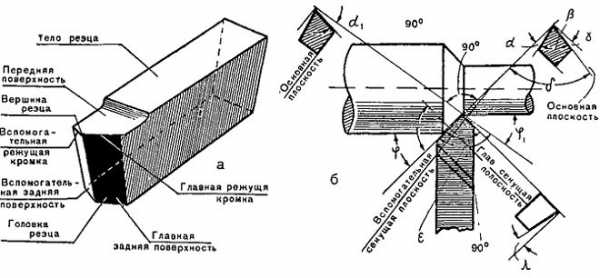
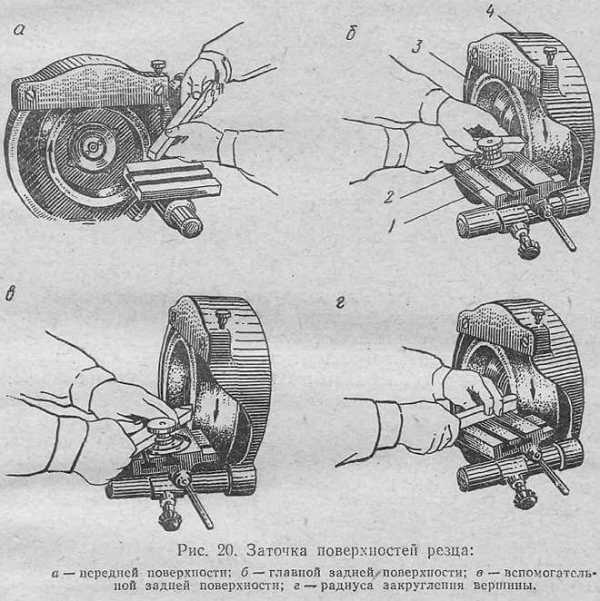
В зависимости от характера износа и конструкции оснастки производится заточка по передней, задней или обеим поверхностям. На рисунке ниже указаны все поверхности токарного резца
Для стандартных резцов, как правило, применяется заточка по всем режущим поверхностям. При незначительном износе восстанавливается геометрия только задней поверхности. Оснастка для многорезцовых станков восстанавливается только по задней поверхности, фасонная – только по передней.
Стандартный порядок заточки:
- Основная задняя поверхность.
- Вспомогательная задняя поверхность.
- Передняя поверхность.
- Радиус закругления конца.
Параметры заточки задней поверхности указаны на рисунке ниже
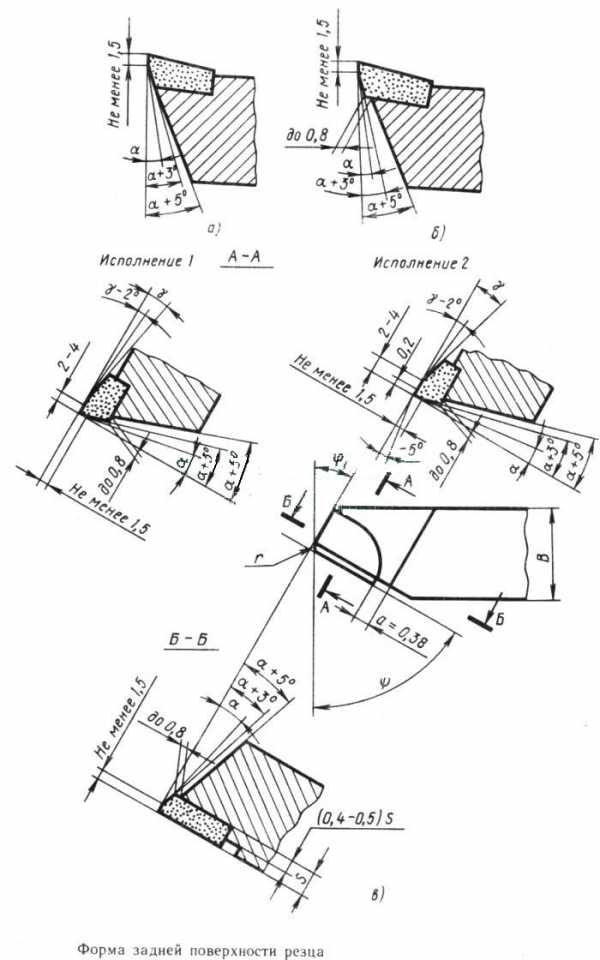
На рисунке (а) указана задняя поверхность с одной плоскостью заточки, на рисунке (б) – с несколькими. При напайке твердосплавных пластин задняя поверхность имеет три плоскости:
- по фаске высотой не меньше чем 1,5 мм под углом а;
- по оставшейся высоте под углом а+3°;
- по державке под углом а+5°.
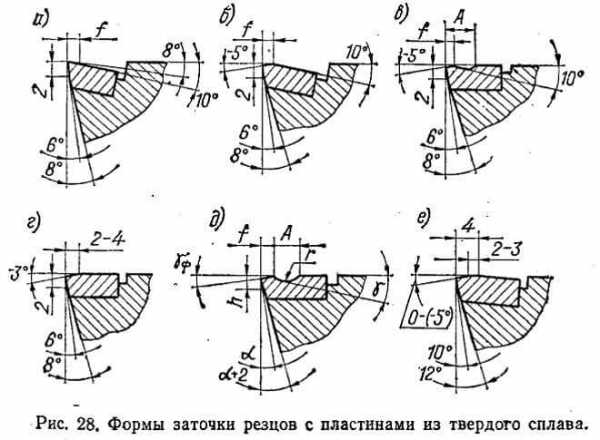
Заточка передней поверхности твердосплавных резцов имеет гораздо большее количество разновидностей (см. рис. ниже).
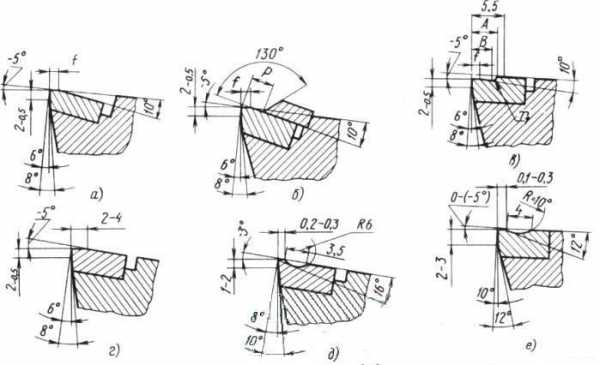
Основные формы:
- Плоская с положительным передним углом (а).
- Плоская с отрицательным углом (б).
- Криволинейная с отрицательным углом (в).
- Плоская с отрицательным углом для черновой обработки (г).
- Криволинейные с отрицательным углом для нержавеющих сталей (д), и других материалов (е)
В процессе заточки необходимо чтобы режущая кромка обрабатываемого инструмента располагалась на линии центра заточного станка или ниже не более чем на 3-5 мм. Направление вращения круга должно обеспечить прижим пластинки к державке, т. е. идти на пластинку. В процессе работы желательна непрерывная подача охлаждающей жидкости. При периодическом охлаждении возможно перенапряжение структуры материала и появление микротрещин.
При заточке необходим легкий нажим и постоянное перемещение вдоль поверхности круга для формирования ровной поверхности. После завершения заточки геометрия инструмента проверяется с помощью шаблонов или специальных приборов.
Доводка инструмента
После заточки необходима последовательная притирка рабочих поверхностей в том же порядка, как производилась заточка. При доводке необходимо удалить все шероховатости и отполировать поверхность до зеркального блеска. Чем чище поверхность, тем ниже трение при точении и выше стойкость инструмента.
Доводка осуществляется с помощью абразивных паст карбида бора на вращающемся чугунном диске (не более 2 м/с). Может использоваться паста ГОИ или другие специальные материалы для полировки. Для полировки паста наносится на диск. Далее, при вращении диска, резец прижимается и зерна абразивной пасты сглаживают имеющиеся шероховатости. Таким образом, полностью восстанавливается геометрия и первоначальная чистота рабочей поверхности резца, обеспечивается его пригодность к дальнейшей эксплуатации.
mekkain.ru
Правила заточки токарных резцов по металлу: инструмент, угол, доводка
Из всех технологических процедур, выполняемых над металлическими деталями, точение считается самой популярной. Ввиду этого заточка токарных резцов по металлу имеет большое значение. Ее нужно осуществлять правильно. Порядок проведения заточки токарных резцов зависит от материала, из которого сделан инструмент, назначения резца (фасонный, проходной, для нарезки резьбы, для расточки).

Как сила резания зависит от угла затачивания
Сила резания зависит от углов заточки, в особенности от переднего. Чем больше данный угол, тем меньше сила резания и тем проще отделять металлическую стружку. Однако это не означает, что передний угол возможно неограниченно увеличивать. При чрезмерном увеличении надежность резца по металлу уменьшается. Его кромка подвергается сильному износу, выкрашиванию. Ввиду этого, когда подбирают величину переднего угла, стараются не только уменьшить силу резания, но и получить прочную кромку, стойкий к износу металлорежущий инструмент.
Иногда используют токарные резцы с отрицательным передним углом (от – 5 до -10 градусов). Обычно такие инструменты используются при обточке твердых либо закаленных металлов.
Особенности затачивания
- Сначала выполняют обработку задней части под углом, который равен заднему углу державки. Обычно он больше, чем задний угол резания (примерно на 5 градусов).
- На втором шаге осуществляют обработку задней части режущей пластинки. Ее затачивают под углом, который превышает задний угол резания на 2 градуса.
- Теперь нужный угол формируется посредством доводки. Процедура выполняется на узкой фаске, которая прилегает к рабочей кромке.
За несколько шагов затачивается и передняя часть инструмента для токарного станка. Сначала затачивание осуществляется на угол, который равен углу режущей пластинки. Угол резания, формируемый на передней части инструмента, создают посредством чистового затачивания либо доводки.
Заточка резца облегчается, если применять особые накладки, устанавливаемые промеж опорной поверхности и станочного стола. Для того чтобы точно и качественно заточить инструмент, можете изменить конструкцию стола, добавить возможность регулировать его по высоте и поворотному углу. После подобного изменения использовать накладки будет не нужно.
Для заточки резца рабочая кромка должна быть расположена на одной линии с серединой абразивного круга. Стоит принимать во внимание, в каком направлении вращается точило. Так вы сведете к минимуму шанс того, что режущая пластинка оторвётся от резцовой державки. При вращении точила пластинка должна быть прижата к державке, а не оторвана от нее.
Разумеется, что по окончании затачивания резца нужно выполнять проверку правильности исполнения. Легче всего проделывать это особым шаблоном. Можете сделать его либо купить в магазине. Если будете изготавливать шаблон собственноручно, используйте листовую сталь.
Большая твердость подобного трафарета, которую он приобретет после закаливания, позволит применять его продолжительный срок. Делая шаблон, нужно вырезать на нем отверстия, которые соответствуют ходовым углам затачивания. Лишь после создания отверстий трафарет закаливают. Стоит учесть, что от того, насколько точно изготовлен подобный шаблон, зависит правильность затачивания режущего инструмента.
Для выполнения доводки применяют оселки из меди, присадочные элементы. Для доводки инструментов из твердых сплавов используют особую пасту, борный карбид, который смочен керосином. Для инструментов из иных металлов применяют оселки с малым уровнем абразивности. Их смачивают автомобильным маслом либо керосином.
Типы затачивания
Крупные предприятия, занимающиеся обработкой металлов обязательно располагают необходимыми для затачивания инструментов специалистами и оборудованием. Владельцы небольших мастерских выполняют заточку собственноручно.
Заточка резцов может быть выполнена одним из следующих методов:
- Абразивный (на шлифовочном круге).
- Механико-химический (выполняется обработка специальными средствами).
- С помощью особых приборов.
Абразивное затачивание выполняется на заточном, токарном устройстве либо на шлифовочном брусочке. Вручную трудно наточить резец, соблюдая требуемые углы. Дополнительную сложность создает нагрев металла, приводящий к потере свойств. Ввиду этого качество затачивания прямо зависимо от навыков рабочего.
Резцы из твердых сплавов точат на зеленом карборунде. Инструменты из разных видов стали проходят обработку шлифовочными кругами, сделанными из среднетвердого корунда. Начальное обрабатывание осуществляется оселками с абразивом 36-46, завершающее – 60-80. Перед тем как устанавливать круг на станочное устройство, нужно удостовериться в том, что он целостен. При обработке он может сломаться, травмировать токаря, изменить углы токарного резца.
Механико-химический способ дает возможность эффективно и быстро заточить резец, предотвращает образование сколов, трещинок. Данный метод используется для заточки больших инструментов из твердых сплавов. Они проходят обработку купоросным раствором. В результате химической реакции образуется тончайшая защитная пленка, смываемая частичками абразива, которые присутствуют в растворе. Процедура выполняется в станочном устройстве, которое оборудовано резервуаром с передвижным шлифовальником. Зафиксированный инструмент перемещается возвратно-поступательно. Кроме того, резец прижимается к абразиву (150 г на кв. см).
Заточку алмазных резцов выполняют на специальном оборудовании электрокорундовыми/кремниевыми кругами.
Углы затачивания
Далее будет приведен список углов заточки для всех распространенных материалов. Первая дробь указывает на задний угол при черновом обрабатывании, вторая – на задний угол при чистовой обработке. Третья дробь показывает величину переднего угла. В числителе указываются углы для резцов, которые точат и растачивают детали, а в знаменателе – для инструментов, строгающих заготовки.
- Сталь (твердость меньше восьмисот Мегапаскалей) – 8/6, 12/8, 15/12.
- Сталь (твердость больше восьмисот Мегапаскалей) – 8/6, 12/8, 10/10.
- Сталь (твердость больше тысячи Мегапаскалей) – 8/6, 12/10, 10/8.
- Серый чугун (твердость по Бриннелю меньше двухсот двадцати) – 6/6, 10/10, 12/8.
- Серый чугун (твердость по Бриннелю больше двухсот двадцати) – 6/6, 10/10, 8/5.
- Ковкий чугун – 8/8, 10/10, 8/8.
Основной угол в плане должен составлять 30 – 45 градусов. Ширина фаски зависит от сечения резцовых стержней.
Какие абразивные круги используются для затачивания токарных инструментов
Затачивание проходного инструмента по державке и под углом 5 градусов выполняется кругом из электрокорунда, имеющим зернистость сорок — пятьдесят, твердость СМ1/2. Окружная скорость круга составляет 25 м/с.
Подготовительное затачивание осуществляется изделиями из черного кремниевого карбида, имеющими зернистость двадцать пять — сорок, твердость М3-СМ1. Финальное затачивание отрезного инструмента выполняется кругами из зеленого кремниевого карбида, имеющими зернистость шестнадцать — двадцать пять, твердость М3-СМ1.
Параметры точильных кругов для стальных и твердосплавных резцов прописаны в таблице режимов затачивания. Там же можно посмотреть окружные скорости кручения.
В настоящее время финальное затачивание рекомендуется проводить посредством алмазного круга. В особенности это актуально для пластин из твердых сплавов. Окружная скорость круга при подготовительном/финальном затачивании не должна превышать двенадцать — пятнадцать метров в секунду.
Проведение доводки
После затачивания инструментов их доводят борным карбидом на диске из чугуна, вращающемся со скоростью 1-2 м/с. Диск должен вращаться по направлению от опоры инструмента к рабочей кромке.
При выполнении доводки лезвия и поверхности инструмента последовательно притираются. Кроме того, удаляются неровности, резцы доводятся до блеска.
Для чего проводить доводку? Дело в том, что при токарном обрабатывании инструмент изнашивается и затупляется по причине трения пластины о стружку и заготовку. Чем ровнее пластина, тем слабее трение, медленнее изнашивание инструмента.
Доводка осуществляется абразивными пастами, состоящими из борного карбида. Намочите диск для доводки керосином. Нанесите на него пасту (зигзагообразно), поднесите инструмент к диску. При использовании керосина можете применять пасту ГОИ. В случае если вы применяете современную пасту, смачивать диск керосином необязательно.

Стол подручника должен стоять так, чтобы резцовые лезвия находились чуть ниже либо на одной линии с серединой диска. Диск должен вращаться направлено к резцовой пластине.
При прижатии инструмента и выполнении доводки частички пасты измельчаются. Когда они проходят через кромки, на резце не появляется сколов, потертостей. Зерна пасты обеспечивают устранение неровностей с резцовой поверхности.
Для того чтобы более подробно изучить процедуру доводки, можете посмотреть обучающее видео. Помните, что качественно сделанная доводка обеспечит продолжительную эксплуатацию резца без повторного затачивания.
oxmetall.ru
Алмазные шлифовальные круги для заточки инструмента
Из всех алмазов, применяемых сейчас в промышленности, 70% используется в качестве алмазного порошка для изготовления кругов, брусков, надфилей и других инструментов.
Алмазные шлифовальные круги для заточки состоят из корпуса и рабочего алмазоносного слоя. Корпуса изготовляются из стали, алюминиевых сплавов или полимеров. Алмазоносный слой состоит из алмазного порошка, связки и наполнителя.
В настоящее время выпускаются три вида кругов — на металлических, на органических и на керамических связках.
Алмазные шлифовальные круги для заточки на металлических связках отличаются повышенной прочностью и теплостойкостью, значительным сроком службы, хорошо сохраняют свою геометрическую форму, но быстро засаливаются и требуют частой правки. Эти круги применяются для предварительной обработки, когда требуется сошлифовать значительный объем материала с получением 8-9-го классов шероховатости поверхности.
Алмазные шлифовальные круги на органических связках предназначены для окончательной (чистовой) обработки (доводки) заточки инструмента, когда необходимо достигнуть 10-12-го классов шероховатости. Эти круги отличаются большей производительностью и почти не засаливаются, но по сравнению с кругами на металлической связке расход алмаза на единицу веса снятого материала в 3 раза больше.
При работе алмазными шлифовальными кругами на металлической связке применение охлаждения обязательно. Кругами на органической связке можно работать и без охлаждения, но при этом увеличивается износ круга.
Одной из важнейших характеристик алмазного шлифовального круга, определяющей при прочих равных условиях экономичность и эффективность его работы, является степень концентрации алмазов, т. е. количество (в миллиграммах) алмазного зерна в 1 мм³ алмазоносного слоя.
Алмазные шлифовальные круги выпускаются 25-, 50- и 100-процентной концентрации алмазного зерна. За 100-процентную концентрацию в практике принято считать 0,878 мг/мм³, что соответствует 4,39 карата в 1 см³ алмазоносного слоя. Соответственно круги с 50-процентной концентрацией содержат в 2 раза меньше алмазного зерна, т. е. 0,439 мг/мм³, а с 25-процентной концентрацией — в 4 раза меньше (0,219 мг/мм³).
При 100-процентной концентрации алмазные зерна в кругах независимо от материала связки занимают по объему 25% алмазоносного слоя. Остальные 75% по объему занимают связка и наполнитель. Содержание компонентов в алмазоносном слое различной конфигурации для кругов на органической связке приведено в таблице.
Содержание алмазов, связки и наполнителя в кругах на органической связке (в % по весу)
| Наименование компонентов | Концентрация круга | ||
| 100% | 50% | 25% | |
| Алмаз | 41,4 | 22,0 | 11,4 |
| Связка | 29,3 | 31,4 | 32,4 |
| Наполнитель | 29,3 | 46,6 | 43,8 |
Круги с большой концентрацией алмазов характеризуются большей производительностью. Поэтому высокая концентрация алмазов целесообразна при жестких режимах, при шлифовании периферией круга и при необходимости избегать деформации круга. Например, для профильного шлифования и при внутреннем шлифовании оптимальной концентрацией является 100-процентная.
Для большинства работ применяются круги 50-процентной концентрации. Круги пониженной концентрации (25%) используются на операциях доводки вручную.
Алмазные шлифовальные круги изготовляются не только на различных связках и с различной степенью концентрации алмазов, но и различными по форме и зернистости.
ГОСТ 24747-81 предусмотрено 68 типоразмеров кругов.
snabinstrument.com
